

Recent Advances and Prospects in Industrial AI and Applications
-
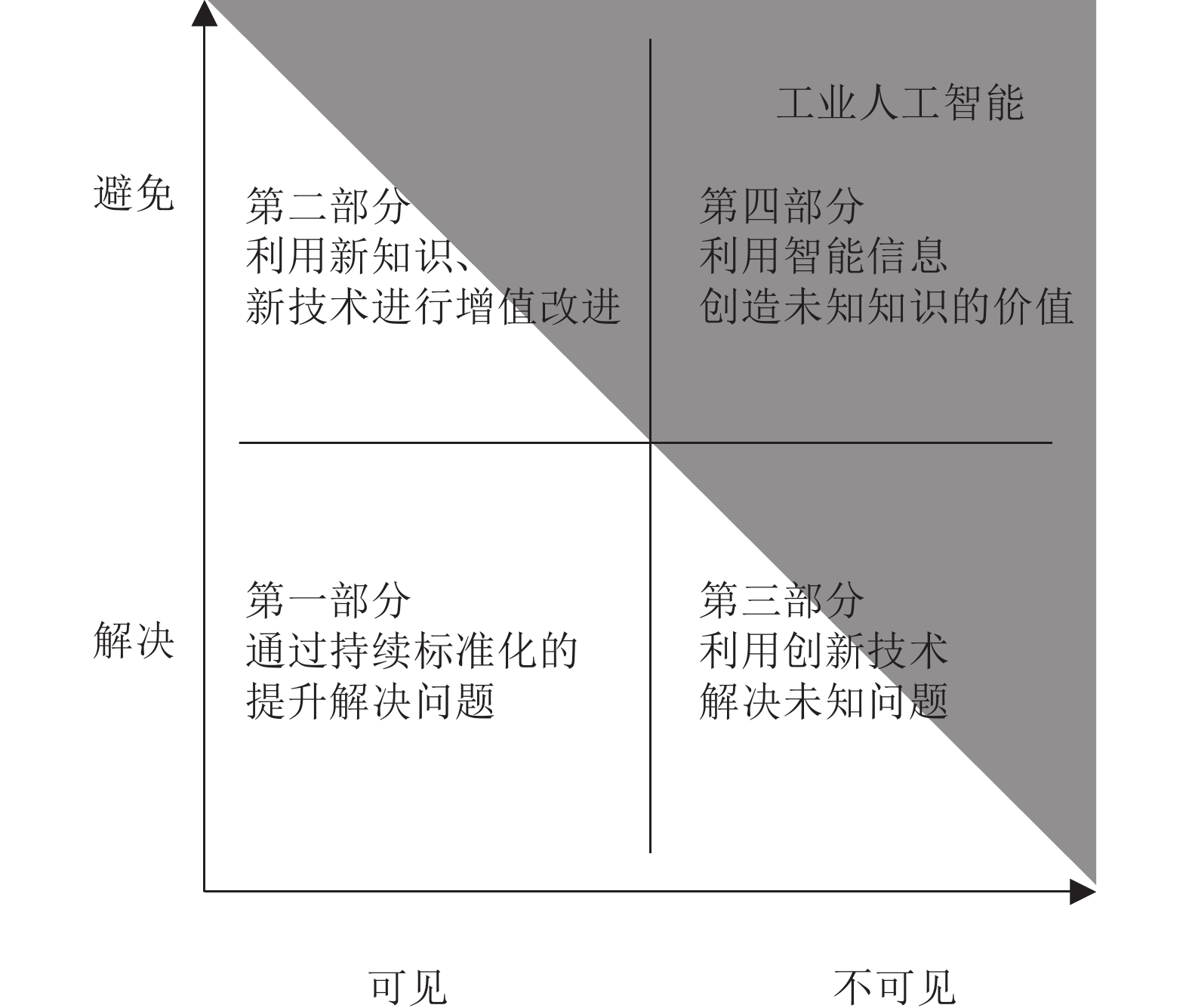
摘要: 工业4.0将工业制造流程以及产品质量优化从以前依照经验和观察进行判断转变为以事实为基础, 通过分析数据进而挖掘潜在价值的完整智能系统. 人工智能技术的快速发展在工业4.0的实现中扮演着关键的角色. 然而, 传统的人工智能技术通常着眼于日常生活、社会交流和金融场景, 而非解決工业界实际所遇到的问题. 相比而言, 工业人工智能技术基于工业领域的具体问题, 利用智能系统提升生产效率、系统可靠性并优化生产过程, 更加适合解决特定的工业问题同时帮助从业人员发现隐性问题, 并让工业设备有自主能力来实现弹性生产并最终创造更大价值. 本文首先介绍工业人工智能的相关概念, 并通过实际的工业应用案例如元件级的滚珠丝杠、设备级的带锯加工机与机器群等不同层次的问题来展示工业人工智能架构的可行性与应用前景.Abstract: Industry 4.0 is an advanced architecture which aims to improve the manufacturing process and product quality by using large-scale machine to machine communication and Internet of things deployments to offer increased automation, enhanced communication and self-monitoring, without the need for human intervention. The artificial intelligence (AI) technology plays an important role in the revolution of industry. However, the traditional AI technology focuses more on the daily life, society aspects and finance areas rather than the practical problems in the real industries. To address this issue, the architecture of Industrial AI is developed to comprise efficiency, robustness and system optimization of intelligent system within the industrial areas, which is more specifically designed to solve the actual problems in practice and create larger values. This paper firstly presents the concepts of industrial AI, which is followed by several case studies from different applications to validate the effectiveness and success of architecture of industrial AI.
-
Key words:
- Industrial AI /
- intelligent manufacturing /
- automation /
- industrial 4.0
-

图 3 滚珠丝杠维护系统工业应用架构图
Fig. 3 Industrial application architecture of ball screw maintenance system
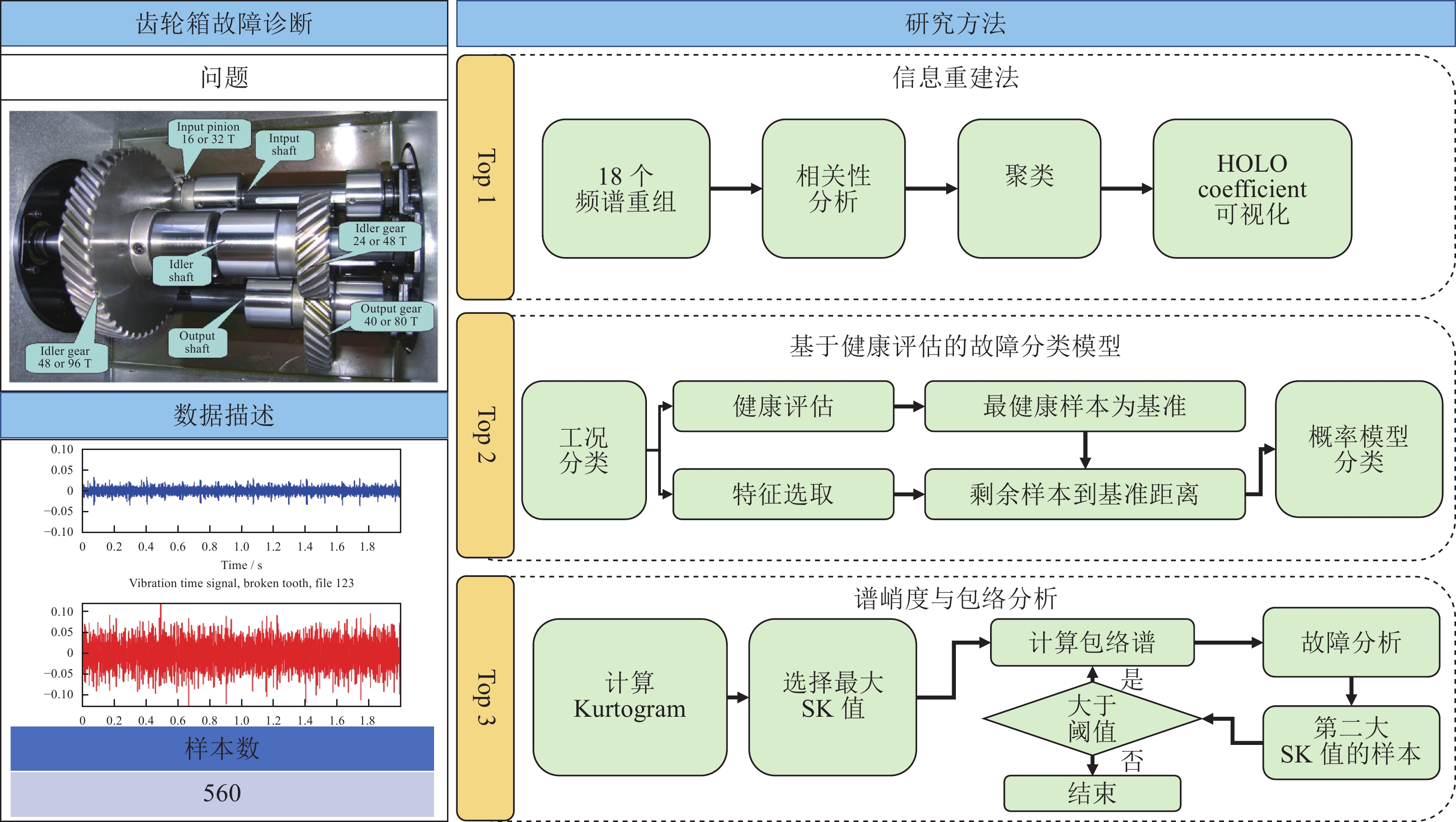
图 4 PHM 2009数据竞赛: 齿轮箱的故障诊断
Fig. 4 2009 PHM data competition fault diagnosis of gearbox

图 5 工业人工智能在刀具智能制造系统上的应用
Fig. 5 An application of the cutting tools in smart manufacturing systems of industrial AI

图 6 工业人工智能生产线机床的5C架构体系
Fig. 6 The flow of data and information in a 5C architecture based production line for machine tools

图 8 刀具寿命监控及预测技术构架图
Fig. 8 The four enabling technologies framework for tool life monitoring and prediction
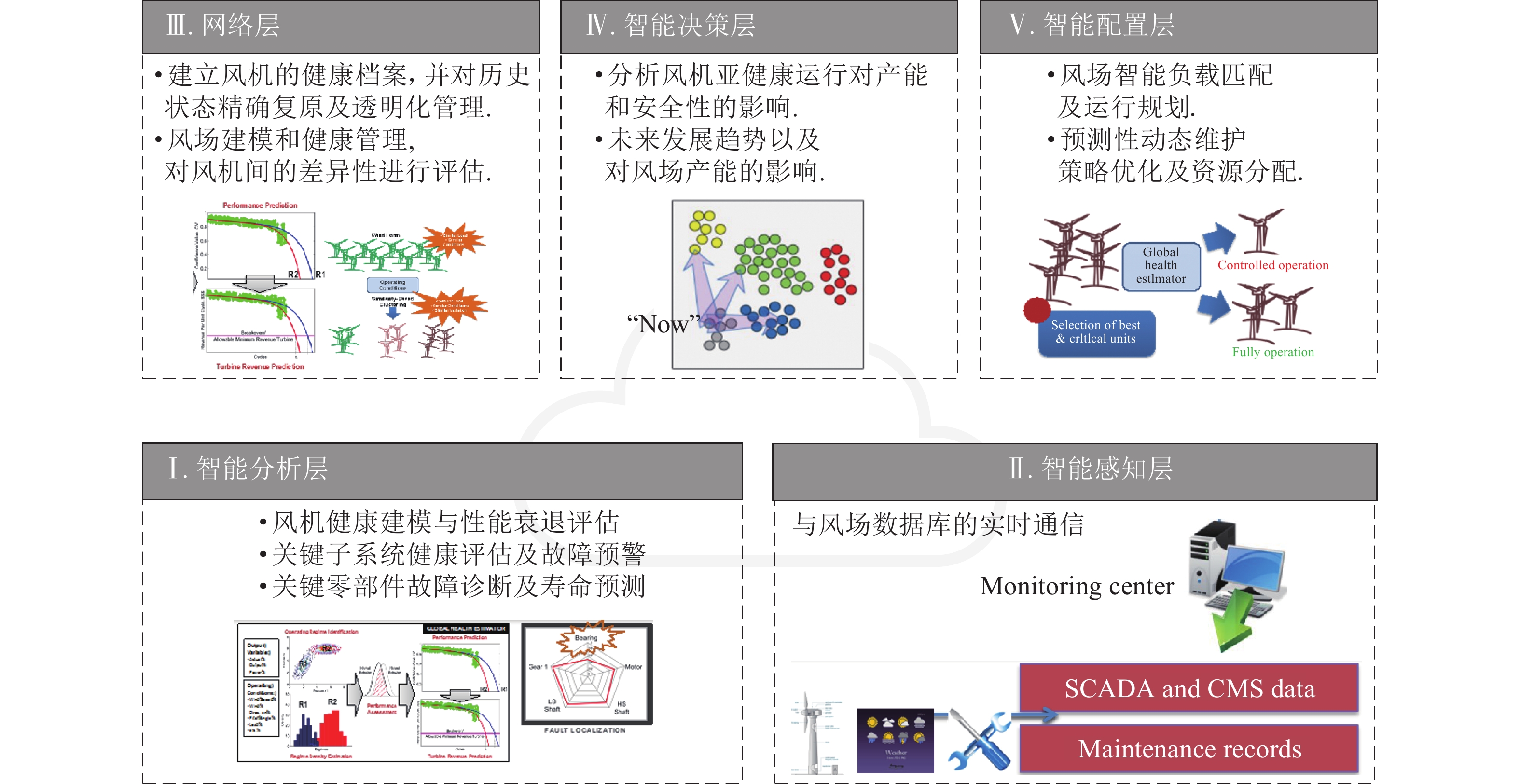
图 9 基于CPS的5C架构体系的智能化风力发电风场
Fig. 9 The flow of data and information in a 5C architecture based wind farm
-
[1] CIFAR Pan-Canadian Artificial Intelligence Strategy [Online], available: http://www.cifar.ca, November 15, 2018. [2] State Council Issued Notice of the New Generation Artificial Intelligence Development Plan [Online], available: http://www.gov.cn, April 8, 2017. [3] Strategie Kunstliche Intelligenz der Bundesregierung [Online], available: http://www.de.digital, November 15, 2018. [4] Accelerating America's Leadership in Artificial Intelligence [Online], available: http://www.whitehouse.gov, February 11, 2019. [5] Heidary R, Gabriel S, Modarres M, et al. A Review of Data-Driven Oil and Gas Pipeline Pitting Corrosion Growth Models Applicable for Prognostic and Health Management. International Journal of Prognostics and Health Management, 2018, 9(1). [6] Davis J, Edgar T, Porter, J, et al. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Computers & Chemical Engineering, 2012, 47: 145−156 [7] Lee J, Ni J, Wang AZ. From Big Data to Intelligent Manufacturing. Shanghai: Shanghai Jiao Tong University Press, 2016. [8] Lee J. Industrial Big Data. China: Mechanical Industry Press, 2015. [9] Tao F, Qi Q, Liu A, et al. Data-driven Smart Manufacturing. Journal of Manufacturing Systems, 2018, 48: 157−169 [10] Liu Y, Zhao J, Wang W. Improved echo state network based on data-driven and its application in prediction of blast furnace gas output. Acta Automatica Sinica, 2009, 35: 731−738 [11] Xu L D, He W, Li S. Internet of Things in Industries: A Survey. IEEE Transactions on Industrial Informatics, 2014, 10(4): 2233−2243 [12] Lee J, Lapira E, Bagheri B, et al. Recent advances and trends in predictive manufacturing systems in big data environment. Manufacturing Letters, 2013, 1(1): 38−41 [13] Zhang L, Luo Y, Tao F, et al. Cloud manufacturing: a new manufacturing paradigm. Enterprise Information Systems, 2014, 8(2): 167−187 [14] Lee J, Bagheri B, Kao H A. A cyber-physical systems architecture for industry 4.0-based manufacturing systems. Manufacturing Letters, 2015, 3: 18−23 [15] Gui W, Yang C, Lu M, et al. Machine-vision-based online measuring and controlling technologies for mineral flotation —— A review. Acta Automatica Sinica, 2013, 39(11): 1879−1887 [16] Lian Q, Shi B, Chen S. Research advances on dictionary learning models, algorithms and applications. Acta Automatica Sinica, 2015, 41(2): 240−260 [17] 王坤峰, 苟超, 段艳杰, 等. 生成式对抗网络GAN的研究进展与展望. 自动化学报, 2017, 43(3): 321−332Wang Kun-Fen, Gou Chao, Duan Yan-Jie, et al. Generative adversarial networks: the state of the art and beyond. Acta Automatica Sinica, 2017, 43(3): 321−332 [18] 俞毓锋, 赵卉菁, 崔锦实, 等. 基于道路结构特征的智能车单目视觉定位. 自动化学报, 2017, 43(5): 725−734Yu Yu-Feng, Zhao Hui-Jing, Cui Jin-Shi, et al. Road structural feature based monocular visual localization for intelligent vehicle. Acta Automa Sinica, 2017, 43(5): 725−734 [19] 李力, 林懿伦, 曹东璞, 等. 平行学习——机器学习的一个新型理论框架. 自动化学报, 2017, 43(1): 1−8Li L, Lin Y, Cao D, et al. Parallel learning —— A new framework for machine learning. Acta Automatica Sinica, 2017, 43(1): 1−8 [20] Anghel C, Ozunu A. Prediction of gaseous emissions from industrial stacks using an artificial intelligence method. Chem Pap, 2006, 60(6): 410−415 [21] Min H. Genetic algorithm for supply chain modelling: basic concepts and applications. International Journal of Services and Operations Management, 2015, 22(2): 143−164 [22] Hu Z, Yang J, Zhao Z, et al. Multi-objective optimization of rolling schedules on aluminum hot tandem rolling. International Journal of Advanced Manufacturing Technology, 2015, 85(1–4): 85−97 [23] Yang J, Kim E, Hur M, et al. Knowledge extraction and visualization of digital design process. Expert Systems With Applications, 2018, 92: 206−215 [24] Cupek R, Ziebinski A, Drewniak M, et al. Improving KPI based performance analysis in discrete, multi-variant production. Intelligent Information and Database Systems 10th Asian Conference, 2018, 10752: 661−673 [25] Mundada V, Narala S. Optimization of milling operations using artificial neural networks (ANN) and simulated annealing algorithm (SAA). Materials Today-Proceedings, 2018, 5(2): 4971−4985 [26] Liu Y, Geng J, Su Z, et al. Real-time classification of steel strip surface defects based on deep CNNs. In: Proceedings of the 2018 Chinese Intelligent Systems Conference, Wenzhou, China: 2019. 257−266 [27] Kesse M, Buah E, Handroos H, et al. Development of an artificial intelligence powered TIG welding algorithm for the prediction of bead geometry for TIG welding processes using hybrid deep learning. Metals, 2020, 10(4): 451−466 [28] Li X, Jia X, Wang Y, et al. Industrial remaining useful life prediction by partial observation using deep learning with supervised attention. IEEE/ASME Transactions on Mechatronics, 2020. [29] Kalil J, Schueller J, Pinto F, et al. Monitoring of flank wear and damage on turing cutting tools by image processing. The Journal of Engineering and Exact Sciences, 2020, 6(2): 98−106 [30] Lee J. Industrial AI Applications with Sustainable Performance. Shanghai: Shanghai Jiao Tong University Press, 2020. [31] 李杰. 工业人工智能. 上海: 上海交通大学出版社, 2019.Lee Jie. Industrial AI. Shanghai: Shanghai Jiao Tong University Press, 2019. [32] Lee J, Davari H, Singh J, et al. Industrial artificial intelligence for industry 4.0-based manufacturing systems. Manufacturing Letters, 2018, 18: 20−23 [33] Lee J, Singh J, Azamfar M. Industrial Artificial Intelligence [Online], available: http://www.arxiv.org, February 11, 2019. [34] 李杰, 邱伯华, 刘宗长, 等. CPS: 新一代工业智能. 上海: 上海交通大学出版社, 2017.Lee Jie, Qiu Bo-Hua, Liu Zong-Chang, et al. Cyber-Physical System: The New Generation of Industrial Intelligence. Shanghai: Shanghai Jiao Tong University Press, 2017. [35] Yuan Y, Tang X, Zhou W, et al. Data driven discovery of cyber physical systems. Nature Communications, 2019, 10(1): 1−9 [36] Baheti R, Gill H. Cyber-physical systems. Impact Control Technol 2011: 1−6 [37] Cai H, Feng J, Yang Q, et al. A virtual metrology method with prediction uncertainty based on Gaussian process for chemical mechanical planarization. Computers in Industry, 2020, 119: 103228 [38] Yang Q, Jia X, Li X, et al. Evaluating feature selection and anomaly detection methods of hard drive failure prediction. IEEE Transactions on Reliability, 2020: 1−12 [39] 张仁斌, 吴佩, 陆阳, 郭忠义. 基于混合马尔科夫树模型的ICS异常检测算法. 自动化学报, 2020, 46(1): 127−141Zhang Ren-Bin, Wu Pei, Lu Yang, Guo Zhong-Yi. Anomaly detection algorithm in ICS based on mixed-order Markov tree model. Acta Automatica Sinica, 2020, 46(1): 127−141 [40] Wang Y, Jia X, Li X, et al. A machine vision based monitoring system for the LCD panel cutting wheel degradation. Procedia Manufacturing, 2020, 48: 49−53 [41] Yang S, Li X, Jia X, et al. Deep learning-based intelligent defect detection of cutting wheels with industrial images in manufacturing. Procedia Manufacturing, 2020, 48: 902−907 [42] Li X, Zhang W, Ma H, et al. Partial transfer learning in machinery cross-domain fault diagnostics using class-weighted adversarial networks. Neural Networks, 2020, 129: 313−322 [43] Siahpour S, Li X, L ee, J. Deep learning-based cross-sensor domain adaptation for fault diagnosis of electro-mechanical actuators. International Journal of Dynamics and Control, 2020: 1−9 [44] 金侠挺, 王耀南, 张辉, 等. 基于贝叶斯CNN和注意力网络的钢轨表面缺陷检测系统. 自动化学报, 2019, 45(12): 2312−2327Jin Xia-Ting, Wang Yao-Nan, Zhang Hui, et al. DeepRail: automatic visual detection system for railway surface defect using Bayesian CNN and attention network. Acta Automatica Sinica, 2019, 45(12): 2312−2327 [45] Azamfar M, Singh J, Li X, Lee J. Cross-domain gearbox diagnostics under variable working conditions with deep convolutional transfer learning. Journal of Vibration and Control, 2020. [46] Zhang W, Li X, Li X. Deep learning-based prognostic approach for lithium-ion batteries with adaptive time-series prediction and on-line validation. Measurement, 2020, 164: 108052 [47] Azamfar M, Li X, Lee J. Deep learning-based domain adaptation method for fault diagnosis in semiconductor manufacturing. IEEE Transactions on Semiconductor Manufacturing, 2020, 33(3): 445−453 [48] Ainapure A, Li X, Singh J, et al. Deep learning-based cross-machine health identification method for vacuum pumps with domain adaptation. Procedia Manufacturing, 2020, 48: 1088−1093 [49] Li X, Siahpour S, Lee J, et al. Deep learning-based intelligent process monitoring of directed energy deposition in additive manufacturing with thermal images. Procedia Manufacturing, 2020, 48: 643−649 [50] Yuan Y, Ma G, Cheng C, et al. A general end-to-end diagnosis framework for manufacturing systems. National Science Review, 2020, 7(2): 418−429 [51] Li X, Jia X, Yang Q, et al. Quality analysis in metal additive manufacturing with deep learning. Journal of Intelligent Manufacturing, 2020: 1−15 [52] Wu D, Rosen D W, Wang L, et al. Cloud-based manufacturing: old wine in new bottles? Procedia CIRP, 2014, 17: 94−99 [53] Lee J, Ardakani H D, Yang S, et al. Industrial big data analytics and cyber-physical systems for future maintenance & service innovation. Procedia CIRP, 2015, 38: 3−7 [54] Wu D, Terpenny J, Gentzsch W. Cloud-based design, engineering analysis, and manufacturing: a cost-benefit analysis. Procedia Manufacturing, 2015, 1: 64−76 -

 下载:
下载:

计量
- 文章访问数: 3782
- HTML全文浏览量: 1550
- PDF下载量: 1310
- 被引次数: 0
