

A Review on Robotized Automated Lay-up Technology for Composite Material Manufacturing
-
摘要: 碳纤维增强复合材料(Carbon fiber-reinforced composite, CFRC)因具有轻质高强、耐腐蚀、耐冲击等优越性能, 在生产生活中的应用已越来越广泛, 然而复材产品的生产制造仍是劳动密集性产业, 主要依靠人工. 机械臂自上世纪50年代进入工业生产中以来, 极大提高了生产效率和质量, 然而目前机械臂在复材产品制造中的应用是少见的, 主要集中在机械臂形式的自动铺丝(Automated fiber placement, AFP)中. 复材产品制造工艺繁琐, 将复合材料铺放在模具上是复材产品制造过程中的一个重要环节, 本文称之为“铺层”, 使用机械臂完成复合材料自动铺层将是未来复材产品制造自动化、智能化发展的一个关键方向. 本文将机械臂进行复合材料自动铺层操作分为两种主要形式: 铺片和铺带(丝), 通过案例调研和分析, 归纳总结现有的设计理念和技术方法, 提出未来发展趋势, 以期对机械臂的应用和研究、复材产品的智能化制造和工业4.0的发展形成参考.Abstract: Carbon fiber-reinforced composite (CFRC) has been widely used in production and life because of its superior properties such as light weight and high strength, corrosion resistance and impact resistance. However, the manufacturing of composite products is still a labor-intensive industry, mainly relying on manual labor. Since the robot arm entered the industrial production in the 1950s, it has greatly improved the production efficiency and quality, however, the current application of robot arm in the manufacturing of composite products is rare, mainly focusing on the robot arm form of automated fiber placement (AFP). The manufacturing process of composite products is tedious, and laying the composite material on the mold is an important part of the manufacturing process of composite products, which we call “lay-up”, and the use of robot arm to complete the automated lay-up operation will be a key direction for the future automation and intelligent development of the manufacturing of composite products. This paper offers a thorough examination of automated lay-up operation for robot arm, and categorizes them into two primary types: Lay-up sheets and lay-up tapes (fibers). Through case study and analysis of existing design concepts and technical methods, this paper identifies trend and suggests future development direction. The insights are of significant value for application and research related to robot arm, intelligent manufacturing of composite products, and the progression of Industry 4.0.
-
滤波算法在定位、目标跟踪、导航和故障诊断等方面发挥着重要作用[1-3].然而, 单个传感器难以满足高精度、高容错性等要求, 因此, 多传感器融合估计技术应运而生.在过去的几十年里, 线性系统的融合估计理论已经有了一系列完整的理论基础[3].目前常用的信息融合估计方法主要包括两个基本的结构:集中式融合估计和分布式融合估计.集中式融合估计将所有传感器信息进行增广, 并基于增广的观测设计融合状态估计[4-5].该算法没有信息丢失, 当所有传感器没有故障时, 估计精度具有全局最优性, 可作为其他融合算法在精度上的衡量标准, 也是现在多传感器系统经常采用的融合方式之一[6-7].然而, 由于集中式融合算法计算量大, 在传感器数量较多的情况下, 集中式融合算法会导致整个系统实时性差.特别是当存在故障传感器时可能导致滤波器发散.分布式融合算法是把各个局部状态估计送入融合中心, 根据一定的融合准则进行加权得到融合估计[3, 8-9].分布式融合方式具有良好的鲁棒性, 计算量小且容错性强, 估计精度是局部最优、全局次优的.
加权观测融合算法根据加权最小二乘准则, 将集中式融合系统增广的高维观测进行压缩处理, 得到降维的观测, 基于降维观测设计的滤波器可以明显地减小计算负担.对于线性系统, 加权观测融合算法在最小方差意义下和集中式融合算法具有数值等价性, 因而具有重要的应用价值[10].然而, 绝大多数系统具有非线性特性, 例如, 大多数定位系统观测方程是在球面坐标系下建立的, 而估计和分析状态时往往又是在笛卡尔坐标系下进行的, 这使得观测方程具有某种非线性特性[6-7].
近些年, 基于贝叶斯估计框架和采样逼近的非线性滤波算法得到了广泛研究, 例如无迹Kalman滤波器(Unscented Kalman filer, UKF) [11-12]、容积滤波器(Cubature Kalman filer, CKF) [13-14]、粒子滤波器(Particle filter, PF) [15], 以及其他一些非线性滤波器[16].这些非线性滤波器都可以统一处理非线性滤波问题, 但各具优缺点. UKF与CKF具有相同的滤波精度, 区别在于粒子权值的计算上存在差异. PF在有充足粒子条件下具有较高的滤波精度, 精度普遍要高于UKF与CKF, 但是较大的计算负担成为了PF的一大缺点.事实上, 以上提到的滤波器都可以与本文提出的加权观测融合算法相结合, 形成加权观测融合滤波算法, 本文将以UKF滤波器为例, 给出一种非线性加权观测融合滤波算法.
非线性滤波算法的大量涌现表明了学者们对非线性问题的关注.涉及到非线性系统的融合方法也层出不穷[17-20].近年来, 有学者通过随机集、人工神经网络、模糊逻辑、粗糙集、D-S证据理论等非概率方法提出了非线性融合方法[21-23].这些方法可实现非线性系统的信息融合以及决策级融合, 但这些方法普遍存在信息丢失等情况, 所以这些算法不具有最优性或渐近最优性.文献[24]提出了一种在线性最小方差意义下最优非线性加权观测融合UKF滤波器.该算法要求传感器观测方程是相同的, 因此具有较大的局限性.文献[25]中, 基于Taylor级数和UKF, 提出了加权观测融合无迹Kalman滤波器.该算法可以统一处理非线性融合估计问题, 但该算法需要实时计算Taylor级数展开项系数, 这将带来一定的在线计算负担, 而且在展开点(状态预报)偏离过大, 或者Taylor级数展开项较少的时候, 滤波精度难以保证.
Gauss-Hermite逼近方法[26-28]可以通过固定点采样、Gauss函数和Hermite多项式逼近任意初等函数, 且具有较好的拟合效果.为了降低该逼近方法的计算负担, 本文采用了分段处理方法, 即将状态区间进行分段逼近, 并离线计算每段的加权系数矩阵.本文主要创新点及工作如下:首先, 利用分段的Gauss-Hermite逼近方法将系统观测方程统一处理, 得到近似的中介函数以及系数矩阵.进而基于此中介函数、系数矩阵以及加权最小二乘法, 提出了非线性加权观测融合算法.该融合算法可对增广的高维观测进行压缩降维, 为后续滤波等工作降低计算负担.最后, 结合UKF滤波算法, 提出了非线性加权观测融合UKF滤波算法(Weighted measurement fusion UKF, WMF-UKF).该算法可以处理非线性多传感器系统的融合估计问题.与集中式融合UKF (Centralized measurement fusion UKF, CMF-UKF)算法相比, WMF-UKF具有与之逼近的估计精度, 但计算量明显降低, 并且随着传感器数量的增加, 该算法在计算量上的优势将更加明显.本文为非线性多传感器系统信息融合估计提供了一个有效途径.在定位、导航、目标跟踪、通信和大数据处理等领域具有潜在应用价值[29-31].
1. 问题阐述
考虑一个非线性多传感器系统
$ \mathit{\boldsymbol{x}}(k + 1) = \mathit{\boldsymbol{f}}(\mathit{\boldsymbol{x}}(k),k) + \mathit{\boldsymbol{w}}(k) $
(1) $ \mathit{\boldsymbol{z}}^{(j)}(k)=\mathit{\boldsymbol{h}}^{(j)}(\mathit{\boldsymbol{x}}(k), k)+\mathit{\boldsymbol{v}}^{(j)}(k), j=1, 2..., L $
(2) 其中, f(·, ·)∈Rn为已知的非线性函数, x(k)∈Rn为k时刻系统状态, h(j)(·, ·)∈Rmj为已知的第j个传感器的观测函数, z(j)(k)∈Rmj为第j个传感器的观测, w(k)~ pwk(·)为状态噪声, v(j)(k)~ pvk(j)(·)为第j个传感器的观测噪声.假设w(k)和v(j)(k)是零均值、方差阵分别为Qw和R(j)且相互独立的白噪声, 即
$ \begin{array}{*{35}{l}} \text{E}\left\{ \left[ \begin{matrix} \mathit{\boldsymbol{w}}(\mathit{t}) \\ {{\mathit{\boldsymbol{v}}}^{(\mathit{j})}}(\mathit{t}) \\ \end{matrix} \right]\left[ \begin{matrix} {{\mathit{\boldsymbol{w}}}^{\text{T}}}(\mathit{k}) & {{\left( {{\mathit{\boldsymbol{v}}}^{(\mathit{l})}}(\mathit{k}) \right)}^{\text{T}}} \\ \end{matrix} \right] \right\}\text{=} \\ \left[ \begin{matrix} {{Q}_{\mathit{w}}} & \text{0} \\ \text{0} & {{R}^{(\mathit{j})}}{{\delta }_{\mathit{jl}}} \\ \end{matrix} \right]{{\delta }_{\mathit{tk}}} \\ \end{array} $
(3) 其中, E为均值号, 上标T为转置号, δtt=1, δtk=0~(t≠ k).
在传感器网络中, 传感器的能量是有限的, 为了节省能量, 假设分布在空间上的传感器之间没有通信, 传感器的观测数据通过网络传输给融合中心, 在融合中心对数据进行压缩和滤波处理.而在工程中经常遇到的未知参数问题[32-33]、相关性问题[34-35]、传感器分布及管理[36]等问题, 本文没有涉及.
本文将从集中式融合结构入手, 引出本文所提出的基于Gauss-Hermite逼近的加权观测融合方法.该融合方法将观测函数分解成Gauss函数和Hermite多项式的组合形式, 利用其系数矩阵对集中式融合系统观测方程进行降维, 得到一个维数较低的加权融合观测方程.对加权融合观测方程与状态方程形成的加权观测融合系统进行滤波器设计, 可获得与集中式融合逼近的估计精度, 并降低了集中式融合估计算法的计算量.
引理1 [4-5].对系统式(1)和式(2), 全局最优集中式融合系统的观测方程为:
$ \mathit{\boldsymbol{z}}^{(0)}(k)=\mathit{\boldsymbol{h}}^{(0)}(\mathit{\boldsymbol{x}}(k), k)+\mathit{\boldsymbol{v}}^{(0)}(k) $
(4) 其中
$ {{\mathit{\boldsymbol{z}}}^{(0)}}(k)={{[{{\mathit{\boldsymbol{z}}}^{(1)\text{T}}}(k),{{\mathit{\boldsymbol{z}}}^{(2)\text{T}}}(k),...,{{\mathit{\boldsymbol{z}}}^{(L)\text{T}}}(k)]}^{\text{T}}} $
(5) $ \begin{align} & {{\mathit{\boldsymbol{h}}}^{(0)}}(\mathit{\boldsymbol{x}}(k),k)=[{{\mathit{\boldsymbol{h}}}^{(1)\text{T}}}(\mathit{\boldsymbol{x}}(k),k),{{\mathit{\boldsymbol{h}}}^{(2)\text{T}}}(\mathit{\boldsymbol{x}}(k),k),..., \\ & \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ {{\mathit{\boldsymbol{h}}}^{(L)\text{T}}}(\mathit{\boldsymbol{x}}(k),k){{]}^{\text{T}}} \\ \end{align} $
(6) $ {{\mathit{\boldsymbol{v}}}^{(0)}}(k)={{[{{\mathit{\boldsymbol{v}}}^{(1)\text{T}}}(k),{{\mathit{\boldsymbol{v}}}^{(2)\text{T}}}(k),...,{{\mathit{\boldsymbol{v}}}^{(L)\text{T}}}(k)]}^{\text{T}}} $
(7) 并且v(0)(k)的协方差矩阵由下式给出:
$ {{R}^{(0)}}=\text{diag}\left\{ {{R}^{(\text{1})}},{{R}^{(\text{2})}},...,{{R}^{(\mathit{L})}} \right\} $
(8) 其中Λ(*)T(k)=(Λ(*)(k))T(Λ=z, h, v), "diag{·}"表示对角阵.
对系统式(1)和式(4), 应用非线性滤波算法(例如扩展Kalman滤波器(Extended Kalman filter, EKF), UKF, CKF, PF等), 可得到相应的全局最优集中式融合非线性滤波器.但由于集中式融合的观测方程式(4)是观测增广扩维形成的, 使得基于该高维观测的估计算法的计算负担随着传感器数量的增加而迅速增加.因此, 找到等效的或者近似的融合方法来降低计算量是十分必要的.下面本文将解决非线性系统增广观测的降维问题.
定理1. 对系统式(1)和式(2), 若存在一个中介函数ψ(x(k), k)∈Rψ, 使得局部观测函数h(j)(x(k), k)~(j=1, 2, ..., L)满足h(j)(x(k), k)=H(j)ψ(x(k), k), 其中矩阵H(j)∈Rmj×ψ, 则加权观测融合系统的观测方程可由下式给出:
$ {{\mathit{\boldsymbol{z}}}^{(\text{I})}}(k)={{H}^{(\text{I})}}\psi (\mathit{\boldsymbol{x}}(k),k)+{{\mathit{\boldsymbol{v}}}^{(\text{I})}}(k) $
(9) 其中
$ {{\mathit{\boldsymbol{z}}}^{(\text{I})}}(k)={{({{M}^{\text{T}}}{{R}^{(0)-1}}M)}^{-1}}{{M}^{\text{T}}}{{R}^{(0)-1}}{{\mathit{\boldsymbol{z}}}^{(0)}}(k) $
(10) $ {\mathit{\boldsymbol{v}}^{({\rm{I}})}}(k) = {({M^{\rm{T}}}{R^{(0) - 1}}M)^{ - 1}}{M^{\rm{T}}}{R^{(0) - 1}}{\mathit{\boldsymbol{v}}^{(0)}}(k) $
(11) 其中, R(0)-1=(R(0))-1, 并且v(I)(k)的协方差矩阵为:
$ \textit{R}^{(\rm{I})}=(M^{\mathit{\boldsymbol{T}}}\textit{R}^{(0)-1}M)^{-1} $
(12) 其中, M (列满秩)和H(I)(行满秩)是H(0)=[H(1)T, H(2)T, ..., H(L)T]T(H(*)T=(H(*))T)的满秩分解矩阵:
$ \textit{H}^{(0)}=M\textit{H}^{\rm{(I)}} $
(13) 其中, M, H(I)可以用Hermite规范形得到[25].
证明. 由于M和H(I)为H(0)的满秩分解, 则有:
$ \begin{array}{*{20}{l}} {{\mathit{\boldsymbol{z}}^{(0)}}(k) = {H^{(0)}}\mathit{\boldsymbol{\psi }}(\mathit{\boldsymbol{x}}(k),k) + {\mathit{\boldsymbol{v}}^{(0)}}(k) = }\\ {\;\;\;\;\;\;\;\;\;\;\;\;M{H^{({\rm{I}})}}\mathit{\boldsymbol{\psi }}(\mathit{\boldsymbol{x}}(k),k) + {\mathit{\boldsymbol{v}}^{(0)}}(k)} \end{array} $
(14) 由于M为列满秩, 因而MTR(0)-1M为非奇异矩阵.令H(I)ψ(x(k), k)为观测对象, 应用加权最小二乘法, 则H(I)ψ(x(k), k)的最优Gauss-Markov估计为式(9)所示.
对加权观测融合系统式(1)和式(9), 应用非线性滤波算法, 可得到全局最优加权观测融合非线性滤波算法.
2. Gauss-Hermite逼近
本节将引入一种函数逼近方法, 该方法借由Gauss函数和Hermit多项式的组合形式逼近任意初等函数.通过此逼近方法, 可得到h(j)(x(k), k)的近似函数h(j)(x(k), k), 进而可将h(j)(x(k), k)统一转化为h(j)(x(k), k)=H(j)ψ(x(k), k)的形式, 其中, ψ(x(k), k)由Gauss函数和Hermit多项式构成, H(j)为系数矩阵.非线性多传感器系统观测函数经过转换, 将满足定理1中要求.
引理2[26].
设在区间[a, b]中存在一个点集$\{x'_i, i=1, \cdots, S\} $, 对于任意点$x'_i $存在$y_{i} $, 满足$y_{i}=y(x'_i) $, 其中$y(x) $是一个确定的函数.进而$y(x) $的近似函数$\overline{y}(x) $可由Gauss-Hermite折叠函数得出:
$ \begin{align} \overline{y}(x)=\,&\frac{1}{\gamma\sqrt{\pi}}\sum_{i=1}^Sy_{i}\Delta x_{i}\exp\left\{-\left(\frac{x-x'_i}{\gamma}\right)^{2}\right\} \cdot\notag\\ & f_{p}\left(\frac{x-x'_i}{\gamma}\right) \end{align} $
(15) 其中, $ \gamma$是一个与$\Delta x_{i}~(i=1, \cdots, S) $有关的常系数, , $f_{p}(u)~(p=0, 2, 4, \cdots) $为一系列Hermite多项式的组合:
$ f_{p}(u)=\sum\limits_{\rho=0}^pC_{\rho}H_{\rho}(u) $
(16) $ C_{\rho}=\frac{1}{2^{\rho}\rho!}H_{\rho}(0) $
(17) 其中, 是Hermite多项式[30].因此, $H_{\rho}(0) $为:
$ \begin{array}{l} {H_\rho }(0) = \left\{ {\begin{array}{*{20}{l}} {1,}&{\rho = 0}\\ {{2^q}{{( - 1)}^q}(2q - 1)!!,}&{\rho = 2q}\\ {0,}&{\rho = 2q + 1} \end{array},} \right.\\ \;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;q = 1,2, \cdots {\rm{ }} \end{array} $
(18) 由式(17)和式(18)有:
$ \begin{array}{*{20}{l}} {{C_\rho } = \left\{ {\begin{array}{*{20}{l}} {1,}&{\rho = 0}\\ {{{( - 1)}^q}\frac{{(2q - 1)!!}}{{{2^q}\left( {2q} \right)!}},}&{\rho = 2q}\\ {0,}&{\rho = 2q + 1} \end{array},} \right.}\\ {\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;q = 1,2, \cdots } \end{array} $
(19) 其中, '!'表示阶乘, 双阶乘'm!!'表示不超过自然数m且与m有相同奇偶性的所有正整数的乘积.
注1. 对于多维情况, 假设${\rm{\{ }}{\mathit{\boldsymbol{X}}}'_i\in{\bf R}^{\textit{n}}\}\,(i=1,\cdots,S)$是一个采样集合, 对于集合中每一个点$\mathit{\boldsymbol{X}}'_i=[x'_{i_{1}},x'_{i_{2}},\cdots,x'_{i_{n}}] \,(a\leq x_{i_{\mu}}\leq x_{i+1_{\mu}}\leq b,\,\mu=1,\cdots,n)$存在点$\mathit{\boldsymbol{Y}}'_i(x'_{i_{1}},x'_{i_{2}},\cdots,x'_{i_{n}})=[y_{i_{1}},y_{i_{2}},\cdots,y_{i_{\xi}}]\,(\xi\geq1)$满足 $\mathit{\boldsymbol{Y}}'_i=\mathit{\boldsymbol{Y}}(\mathit{\boldsymbol{X}}'_i)$, 其中$\mathit{\boldsymbol{Y}}(\cdot)$ 是确定的多维函数.那么Gauss-Hermite折叠函数如下:
$ \begin{align} &\overline{\pmb Y}(x_{1},x_{2},\cdots,x_{n})=\sum_{i_{1}=1}^S\Delta x_{i_{1}}\sum_{i_{2}=1}^S\Delta x_{i_{2}}\cdots\notag\\&\quad\sum_{i_{n}=1}^S\Delta x_{i_{n}}\cdot \mathit{\boldsymbol{Y}}(x'_{i_{1}},x'_{i_{2}},\cdots,x'_{i_{n}})\prod_{\mu=1}^n \frac{1}{\gamma_{\mu}\sqrt{\pi}}\cdot\notag\\&\quad \exp\left\{-\left(\frac{x_{\mu}-x'_{i_{\mu}}}{\gamma_{\mu}}\right)^{2}\right\} f_{p}\left(\frac{x_{\mu}-x'_{i_{\mu}}}{\gamma_{\mu}}\right) \end{align} $
(20) 其中, $n$维函数$\overline{\pmb Y}(\cdot)$为函数$\mathit{\boldsymbol{Y}}(\cdot)$ 的近似函数.引理2给出了一种利用Gauss函数和Hermite多项式组合的逼近方法,该方法可以利用较少的函数项获得很好的逼近效果.如果将引理1中的 $\sum {_{{i_1} = 1}^S} \Delta {x_{{i_1}}}\sum {_{{i_2} = 1}^S} \Delta {x_{{i_2}}} \cdots \sum {_{{i_n} = 1}^S} \Delta {x_{{i_n}}}(1/{\gamma _\mu }\sqrt \pi )\exp \{ - {(({x_\mu } - {x'_{{i_\mu }}})/{\gamma _\mu })^2}\} {f_p}(({x_\mu } - {x'_{{i_\mu }}})/{\gamma _\mu })(i = 1, \cdots ,S;\mu = 1, \cdots ,n), $视为定理1中的中介函数 $\mathit{\boldsymbol{\psi }}(\mathit{\boldsymbol{x}}(k),k)$将$\mathit{\boldsymbol{Y}}(x'_{i_{1}},x'_{i_{2}},\cdots,x'_{i_{n}})$视为$\textit{H}^{(j)}$, 则定理1可以得以实施.
3. 基于Gauss-Hermite逼近的加权观测融合算法
由文献[26]和大量仿真试验表明, 在$p=0, 2, 4 $等情况下, 合理的选择和$\gamma_{\mu}~(i=1, \cdots, S;\mu=1, \cdots, n) $即可很好地逼近任意初等连续函数.本文选取, 则由式(18)和式(19)有$C_{2}=-1/4, \, H_{2}(u)=4u^{2}-2 $, 进而有$f_{2}(u)=1.5-u^{2} $.令
$ \varphi(\zeta)=\exp\{-\zeta^{2}\}f_{2}(\zeta) $
(21) 则有$\mathit{\boldsymbol{h}}^{(j)}\left(\mathit{\boldsymbol{x}}(k), k\right) $的近似函数$\overline{\mathit{\boldsymbol{h}}}^{(j)}\left(\mathit{\boldsymbol{x}}(k), k\right) $为:
$ \begin{align} &\overline{\mathit{\boldsymbol{h}}}^{(j)}(x_{1},x_{2},\cdots,x_{n})=\notag\\& (\pi)^{-\frac{n}{2}}(\gamma)^{-n}\sum_{i_{1}=1}^S \sum_{i_{2}=1}^S\cdots\sum_{i_{n}=1}^S\mathit{\boldsymbol{h}}^{(j)}(x'_{i_{1}}, x'_{i_{2}},\cdots,x'_{i_{n}})\cdot\notag\\& \prod_{\mu=1}^n\varphi\left(\frac{x_{\mu}-x'_{i_{\mu}}}{\gamma}\right) \end{align} $
(22) 定理2. 对系统式(1)和式(2), 基于Gauss-Hermite逼近的近似加权观测融合方程为:
$ {\mathit{\boldsymbol{\overline z}} ^{({\rm{I}})}}(k) = {\overline H ^{({\rm{I}})}}\mathit{\boldsymbol{\overline \psi }} (\mathit{\boldsymbol{x}}(k),k) + {\mathit{\boldsymbol{\overline v}} ^{({\rm{I}})}}(k) $
(23) 其中, $\mathit{\boldsymbol{\overline \psi }} (\mathit{\boldsymbol{x}}~(k), k) $如式(29)所示, $x_{\mu}~(\mu=1, \cdots, n) $是第$\mu $个状态变量, $x'_{i_{\mu}}~(i=1, \cdots, S;\mu=1, \cdots, n) $是第$\mu $个状态变量的第$i $个采样点. $\overline{H}^{(0)} $如式(30)所示, 其中是第$m $个观测方程的Gauss-Hermite拟合采样点, $S $是采样点的数量. $\overline{M} $和$\overline{H}^{(\rm{I})} $是$\overline{H}^{(0)} $的满秩分解矩阵, 是列满秩, 是行满秩, 且有.则有:
$ {\mathit{\boldsymbol{\overline z}} ^{({\rm{I}})}}(k) = {({\bar M^{\rm{T}}}{R^{(0) - 1}}\bar M)^{ - 1}}{\bar M^{\rm{T}}}{R^{(0) - 1}}{\mathit{\boldsymbol{z}}^{(0)}}(k) $
(24) $ {\mathit{\boldsymbol{\overline v}} ^{({\rm{I}})}}(k) = {({\bar M^{\rm{T}}}{R^{(0) - 1}}\bar M)^{ - 1}}{\bar M^{\rm{T}}}{R^{(0) - 1}}{\mathit{\boldsymbol{v}}^{(0)}}(k) $
(25) $\overline{\mathit{\boldsymbol{v}}}^{(\rm{I})}(k) $的协方差矩阵为:
$ {\overline R ^{({\rm{I}})}} = {({\bar M^{\rm{T}}}{R^{(0) - 1}}\bar M)^{ - 1}} $
(26) 证明. 利用式(22)将集中式融合系统观测方程式(6)进行近似, 得到近似的集中式融合观测方程:
$ \mathit{\boldsymbol{z}}^{(0)}(k)\approx \overline{\mathit{\boldsymbol{h}}}^{(0)}(\mathit{\boldsymbol{x}}(k), k)+\mathit{\boldsymbol{v}}^{(0)}(k) $
(27) 其中
$ \begin{array}{l} {\mathit{\boldsymbol{\overline h}} ^{(0)}}(\mathit{\boldsymbol{x}}(k),k) = \\ \qquad {\left[ {{{\mathit{\boldsymbol{\overline h}} }^{(1){\rm{T}}}}(\mathit{\boldsymbol{x}}(k),k), \cdots ,{{\mathit{\boldsymbol{\overline h}} }^{(L){\rm{T}}}}(\mathit{\boldsymbol{x}}(k),k)} \right]^{\rm{T}}} \end{array} $
(28) $ \overline{\mathit{\boldsymbol{h}}}^{(j)}(\cdot, \cdot)(j=1, \cdots, L)$如式(22)所示, 且${\mathit{\boldsymbol{\overline h}} ^{(j){\rm{T}}}}( \cdot , \cdot ) = {\left( {{{\mathit{\boldsymbol{\overline h}} }^{(j)}}( \cdot , \cdot )} \right)^{\rm{T}}} $.
将式(28)中的系数$\mathit{\boldsymbol{h}}^{j}(x'_{i_{1}}, x'_{i_{2}}, \cdots, x'_{i_{n}}) $与Gauss-Hermite函数$\varphi\big((x_{\mu}-x'_{i_{\mu}})/\gamma\big) $分离, 得到式(29)和式(30).利用定理1得到式(24)~式(26).
$ \mathit{\boldsymbol{\overline \psi }}(\mathit{\boldsymbol{x}}(k), k)=(\pi)^{-\frac{n}{2}}(\gamma)^{-n} \left[ \begin{array}{c} \prod\limits_{\mu=1}^{n} \varphi\left(\dfrac{x_{\mu}-x_{1_{\mu}}'}{\gamma}\right) \\ \prod\limits_{\mu=1}^{n-1}\varphi\left(\dfrac{x_{\mu}-x_{1_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n}-x_{2_{n}}'}{\gamma}\right)\\ \vdots \\ \prod\limits_{\mu=1}^{n-1}\varphi\left(\dfrac{x_{\mu}-x_{1_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n}-x_{S_{n}}'}{\gamma}\right)\\ \prod\limits_{\mu=1}^{n-2} \varphi\left(\dfrac{x_{\mu}-x_{1_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n-1}-x_{2_{n-1}}'}{\gamma}\right) \varphi\left(\dfrac{x_{n}-x_{1_{n}}'}{\gamma}\right)\\ \prod\limits_{\mu=1}^{n-2} \varphi\left(\dfrac{x_{\mu}-x_{1_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n-1}-x_{2_{n-1}}'}{\gamma}\right) \varphi\left(\dfrac{x_{n}-x_{2_{n}}'}{\gamma}\right)\\ \vdots \\ \prod\limits_{\mu=1}^{n-2} \varphi\left(\dfrac{x_{\mu}-x_{1_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n-1}-x_{2_{n-1}}'}{\gamma}\right) \varphi\left(\dfrac{x_{n}-x_{S_{n}}'}{\gamma}\right)\\ \vdots \\ \prod\limits_{\mu=1}^{n-1}\varphi\left(\dfrac{x_{\mu}-x_{S_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n}-x_{1_{n}}'}{\gamma}\right)\\ \prod\limits_{\mu=1}^{n-1}\varphi\left(\dfrac{x_{\mu}-x_{S_{\mu}}'}{\gamma}\right)\cdot \varphi\left(\dfrac{x_{n}-x_{2_{n}}'}{\gamma}\right)\\ \vdots \\ \prod\limits_{\mu=1}^{n} \varphi\left(\dfrac{x_{\mu}-x_{S_{\mu}}'}{\gamma}\right) \end{array} \right]_{S^{n}\times1} $
(29) $ \begin{array}{l} {{\bar H}^{(0)}} = \left[ {\begin{array}{*{20}{c}} {{\mathit{\boldsymbol{h}}^{(1)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{1_n}^\prime }})}&{{\mathit{\boldsymbol{h}}^{(1)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{2_n}^\prime }})}& \cdots &{{\mathit{\boldsymbol{h}}^{(1)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{S_n}^\prime }})}\\ {{\mathit{\boldsymbol{h}}^{(2)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{1_n}^\prime }})}&{{\mathit{\boldsymbol{h}}^{(2)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{2_n}^\prime }})}& \cdots &{{\mathit{\boldsymbol{h}}^{(2)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{S_n}^\prime }})}\\ \vdots & \vdots & \ddots & \vdots \\ {{\mathit{\boldsymbol{h}}^{(L)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{1_n}^\prime }})}&{{\mathit{\boldsymbol{h}}^{(L)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{2_n}^\prime }})}& \cdots &{{\mathit{\boldsymbol{h}}^{(L)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{S_n}^\prime }})} \end{array}} \right.\\ \;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;{\left. {\qquad \begin{array}{*{20}{c}} {{\mathit{\boldsymbol{h}}^{(1)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{2_{n - 1}}^\prime }},{x_{{1_n}^\prime }})}& \cdots &{{\mathit{\boldsymbol{h}}^{(1)}}({x_{{S_1}^\prime }},{x_{{S_2}^\prime }}, \cdots ,{x_{{S_n}^\prime }})}\\ {{\mathit{\boldsymbol{h}}^{(2)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{2_{n - 1}}^\prime }},{x_{{1_n}^\prime }})}& \cdots &{{\mathit{\boldsymbol{h}}^{(2)}}({x_{{S_1}^\prime }},{x_{{S_2}^\prime }}, \cdots ,{x_{{S_n}^\prime }})}\\ \vdots & \ddots & \vdots \\ {{\mathit{\boldsymbol{h}}^{(L)}}({x_{{1_1}^\prime }},{x_{{1_2}^\prime }}, \cdots ,{x_{{2_{n - 1}}^\prime }},{x_{{1_n}^\prime }})}& \cdots &{{\mathit{\boldsymbol{h}}^{(L)}}({x_{{S_1}^\prime }},{x_{{S_2}^\prime }}, \cdots ,{x_{{S_n}^\prime }})} \end{array}} \right]_{\sum {_{i = 1}^L{m_i} \times {S^n}} }} \end{array} $
(30) 注2. 定理2通过Gauss-Hermite逼近构建了一个近似的中介函数$\overline{{\psi}}(\mathit{\boldsymbol{x}}(k), k)$.它使得形如式(1)和式(2)的任意非线性多传感器系统的局部观测函数具有了定理1中所阐述的关系, 可使定理1得以实施.
注3. 如果状态范围过大, 拟合采样点数量会急剧增加, 导致计算量增加, 因此本文采取分段的处理方法.例如, 对一维状态系统, 可以将状态的范围划分成多个区间, 对二维状态系统, 可以将状态的范围分成若干小的区域.在每个区间或区域分别进行Gauss-Hermite逼近.逼近过程中形成的中介函数$\mathit{\boldsymbol{\overline \psi }} (\mathit{\boldsymbol{x}}(k), k)$, $\overline{H}^{(0)}$及其满秩分解矩阵$\overline{M}$和$\overline{H}^{(\rm{I})}$可离线计算, 在线调用, 减少了在线计算负担.
4. WMF-UKF算法
对加权观测融合系统式(1)和式(23), 应用非线性滤波算法(EKF、UKF、PF、CKF等), 可得加权观测融合非线性滤波算法.本文将以UKF为例, 给出一种基于Gauss-Hermite逼近和UKF滤波算法的非线性加权观测融合估计算法.
4.1 基于Gauss-Hermite逼近的WMF-UKF算法
本文UKF采样策略选用比例对称抽样, 即Sigma采样点可由式(31)计算.
$ \{ {\mathit{\boldsymbol{\chi }}_i}\}=\left[{\mathit{\boldsymbol{\overline x}} }, {\mathit{\boldsymbol{\overline x}} }+\sqrt{(n+\kappa)\textit{P}_{xx}}, {\mathit{\boldsymbol{\overline x}} }-\sqrt{(n+\kappa)\textit{P}_{xx}}\right], \notag\\ \qquad \qquad \qquad \qquad \qquad \qquad i=0, \cdots, 2n $
(31) 且有粒子权值如式(32)和式(33)所示.
$ W_i^m = \left\{ \begin{array}{l} \frac{\lambda }{{n + \kappa }},\;\;\;i = 0\\ \frac{1}{{2(n + \kappa )}},\;\;\;i \ne 0 \end{array} \right. $
(32) $ W_i^c = \left\{ \begin{array}{l} \frac{\lambda }{{n + \lambda }} + (1 - {\alpha ^2} + {\beta ^2}),\;\;\;\;i = 0\\ \frac{1}{{2(n + \lambda )}},\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;\;i \ne 0 \end{array} \right. $
(33) 其中, $\alpha>0$是比例因子, $\lambda=\alpha^{2}(n+\kappa)-n$, $\kappa$是比例参数, 通常设置$\kappa=0$或者$\kappa=3-n, \, \beta=2$.下面给出WMF-UKF算法.
WMF-UKF算法. 对非线性系统式(1)和式(2), 基于定理2的WMF-UKF算法如下:
步骤1. 设置初始值
基于多传感器的观测数据$\mathit{\boldsymbol{z}}^{(j)}(0)\sim \mathit{\boldsymbol{z}}^{(j)}(k)~(j=1, 2, \cdots, L), $加权观测融合系统Sigma采样点可以计算为:
$ \begin{array}{l} \{ \mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k|k)\} = [{\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k|k),{\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k|k) + \\ \sqrt {(n + \kappa )P_{xx}^{({\rm{I}})}(k|k)} ,{\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k|k) - \sqrt {(n + \kappa )P_{xx}^{({\rm{I}})}(k|k)} {\rm{]}},\\ {\mkern 1mu} \qquad \qquad \qquad \qquad \qquad \qquad i = 0, \cdots ,2n \end{array} $
(34) 其中初值条件为:
$ {\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(0|0) = {\rm{E}}\left\{ {\mathit{\boldsymbol{x}}({\rm{0}})} \right\} $
(35) $ \begin{array}{l} P_{xx}^{({\rm{I}})}(0|0) = \\ {\rm{E}}\left\{ {\left( {\mathit{\boldsymbol{x}}({\rm{0}}){\rm{ - }}{{\mathit{\boldsymbol{\widehat x}}}^{({\rm{I}})}}({\rm{0|0}})} \right){{\left( {\mathit{\boldsymbol{x}}({\rm{0}}){\rm{ - }}{{\mathit{\boldsymbol{\widehat x}}}^{({\rm{I}})}}({\rm{0|0}})} \right)}^{\rm{T}}}} \right\} \end{array} $
(36) 步骤2. 预测方程
预测Sigma采样点:
$ \mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k+1|k)=\mathit{\boldsymbol{f}}(\mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k|k), k), \, i=0, \cdots, 2n $
(37) 状态预报:
$ {\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k + 1|k) = \sum\limits_{i = 0}^{2n} {W_i^m} \mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k + 1|k) $
(38) 状态预测误差方差阵:
$ \begin{array}{l} {P^{({\rm{I}})}}(k + 1|k) = \sum\limits_{i = 0}^{2n} {W_i^c} (\mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k + 1|k) - \\ \qquad {\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k + 1|k))(\mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k + 1|k) - \\ \qquad {\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k + 1|k){)^{\rm{T}}} + {Q_w} \end{array} $
(39) 观测预报Sigma采样点:
$ \mathit{\boldsymbol{z}}^{(\rm{I})}(k+1|k)=\overline{H}^{(\rm{I})}\mathit{\boldsymbol{\overline \psi }} (\mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k+1|k), k+1), \notag\\ \qquad \qquad \qquad \qquad \qquad \qquad i=0, \cdots, 2n $
(40) 观测预报:
$ \mathit{\boldsymbol{z}}^{(\rm{I})}(k+1|k)=\sum\limits_{i=0}^{2n}W_{i}^{m}\mathit{\boldsymbol{z}}_{i}^{(\rm{I})}(k+1|k) $
(41) 观测预报误差方差阵:
$ \begin{align} &\qquad{P}_{zz}^{(\rm{I})}(k+1|k)=\sum_{i=0}^{2n}W_{i}^{c} \left(\mathit{\boldsymbol{z}}_{i}^{(\rm{I})}(k+1|k)-\right.\notag\\&\qquad \left.\hat{\mathit{\boldsymbol{z}}}^{(\rm{I})}(k+1|k)\right) \left(\mathit{\boldsymbol{z}}_{i}^{(\rm{I})}(k+1|k)- \hat{\mathit{\boldsymbol{z}}}^{(\rm{I})}(k+1|k)\right)^{\mathrm{T}} \end{align} $
(42) $ \textit{P}_{vv}^{(\rm{I})}(k+1|k)=\textit{P}_{zz}^{(\rm{I})}(k+1|k)+\overline{\textit{R}}^{(\rm{I})} $
(43) 其中, $\overline{\textit{R}}^{(\rm{I})}$由式(26)定义.
协方差矩阵由下式计算:
$ \begin{array}{l} P_{xz}^{({\rm{I}})}(k + 1|k) = \sum\limits_{i = 0}^{2n} {W_i^c} \left( {\mathit{\boldsymbol{\chi }}_i^{({\rm{I}})}(k + 1|k) - } \right.\\ \quad \left. {{{\mathit{\boldsymbol{\widehat x}}}^{({\rm{I}})}}(k + 1|k)} \right){\left( {\mathit{\boldsymbol{z}}_i^{({\rm{I}})}(k + 1|k) - {{\mathit{\boldsymbol{\widehat z}}}^{({\rm{I}})}}(k + 1|k)} \right)^{\rm{T}}} \end{array} $
(44) 步骤3. 更新方程
滤波增益由下式计算:
$ \textit{W}^{(\rm{I})}(k+1)=\textit{P}_{xz}^{(\rm{I})}(k+1|k)\textit{P}_{vv}^{(\rm{I})-1}(k+1|k) $
(45) 其中, $\textit{P}_{vv}^{(\rm{I})-1}(\cdot|\cdot)=\left(\textit{P}_{vv}^{(\rm{I})}(\cdot|\cdot)\right)^{-1}$, 且$k+1$时刻的状态估计为:
$ \begin{array}{l} {\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k + 1|k + 1) = {\mathit{\boldsymbol{\widehat x}}^{({\rm{I}})}}(k + 1|k) + {W^{({\rm{I}})}}(k + 1) \cdot \\ \left( {{{\mathit{\boldsymbol{\overline z}} }^{({\rm{I}})}}(k + 1) - {{\mathit{\boldsymbol{\widehat z}}}^{({\rm{I}})}}(k + 1|k)} \right) \end{array} $
(46) 滤波误差协方差矩阵为:
$ \begin{array}{l} {P^{({\rm{I}})}}(k + 1|k + 1) = {P^{({\rm{I}})}}(k + 1|k) - {W^{({\rm{I}})}}(k + 1) \cdot \\ P_{vv}^{({\rm{I}})}(k + 1|k){W^{({\rm{I}}){\rm{T}}}}(k + 1) \end{array} $
(47) 其中, ${W^{({\rm{I}}){\rm{T}}}}( \cdot ) = {\left( {{W^{({\rm{I}})}}( \cdot )} \right)^{\rm{T}}} $.
4.2 WMF-UKF算法的时间复杂度分析
算法1中的式(45)出现了矩阵求逆运算, 因此该算法的时间复杂度由 $P_{vv}^{({\rm{I}}) - 1}(k + 1|k) $决定[37], 即WMF-UKF的时间复杂度为O(r3), 而CMF-UKF的时间复杂度为 ${\rm{O}}\left( {{{(\sum {_{i = 1}^L} {\mathit{m}_\mathit{i}})}^{\rm{3}}}} \right) $.由定理2知 $r \le \sum {_{i = 1}^L{m_i}} $, 所以WMF-UKF的时间复杂度小于CMF-UKF.
另外, 随着传感器数量$L$的增加, $\sum_{i=1}^{L}m_{i}$将不断增加.而在拟合采样点数$S$不改变的情况下, 由于$r\leq\min(\sum_{i=1}^{L}m_{i}, S^{n})$, 故$r$将保持在$S^{n}$ (或者更小)不改变.因此随着传感器数量的增加, WMF-UKF较CMF-UKF在计算量上的优势将更加明显.
本文提出的WMF-UKF所需要的融合参数矩阵$\overline{M}$和$\overline{H}^{(\rm{I})}$可事先离线计算备用, 不必在线计算.而文献[25]所用的Taylor级数方法需要根据预报值在线实时计算融合参数矩阵, 这将带来一定的在线计算负担.相比较之下, 本文提出的WMF-UKF在计算量上具有一定的优势.
5. 仿真例子
例1. 考虑一个带有4传感器的非线性系统[38]
$ \begin{array}{l} x\left( k \right) = \frac{{x\left( {k - 1} \right)}}{2} + \frac{{x\left( {k - 1} \right)}}{{\left( {1 + x{{\left( {k - 1} \right)}^2}} \right)}} + \\ \;\;\;\;\;\;\;\;\;\cos \left( {\frac{{k - 1}}{2}} \right) + w\left( k \right) \end{array} $
(48) $ z^{(j)}(k)=h^{(j)}(x(k), k)+v^{(j)}(k), \quad j=1, \cdots, 4 $
(49) 其中
$ \begin{array}{l} {h^{(1)}}(x(k),k) = \frac{4}{5}x(k) + \frac{1}{2}{x^2}(k) + \frac{3}{{10}}{\rm{exp}}\left( {\frac{{\mathit{x}(\mathit{k})}}{{\rm{3}}}} \right)\\ {\mathit{h}^{({\rm{2}})}}(x(k),k) = \frac{7}{{10}}x(k) + \frac{3}{5}{x^2}(k)\\ {h^{(3)}}(x(k),k) = 2x(k) + \frac{7}{{10}}{\rm{exp}}\left( {\frac{{\mathit{x}(\mathit{k})}}{{\rm{3}}}} \right)\\ {\mathit{h}^{({\rm{4}})}}(x(k),k) = \frac{3}{5}{x^2}(k) + \frac{4}{5}{\rm{exp}}\left( {\frac{{\mathit{x}(\mathit{k})}}{{\rm{3}}}} \right) \end{array} $
(50) $w(k)$和$v^{(j)}(k)~(j=1, \cdots, 4)$是相互独立的白噪声, 方差分别为: $\sigma^{2}_{w}=1^{2}$, $\sigma^{2}_{v1}=0.09^{2}$, $\sigma^{2}_{v2}=0.1^{2}$, $\sigma^{2}_{v3}=0.12^{2}$, $\sigma^{2}_{v4}=0.13^{2}$.状态初值为$x(0)=0$.由于状态$x(k)$介于$-1\sim4, $因此选取拟合采样点集为: $\{-2, -1, \cdots, 5\}$ (8个等间隔点), 相应的系数选取为: $\gamma=1$.选择$p=2$, 则中介函数为:
$ \begin{array}{l} \mathit{\boldsymbol{\overline \psi }} (x(k),k) = \left[ {{{\rm{e}}^{ - {{(x - {x_1})}^2}}}\left( {1.5 - {{(x - {x_1})}^2}} \right),} \right. \cdots ,\\ {\left. {{{\rm{e}}^{ - {{(x - {x_8})}^2}}}\left( {1.5 - {{(x - {x_8})}^2}} \right)} \right]^{\rm{T}}} \end{array} $
(51) 系数矩阵$H^{(0)}$, $M$和$H^{(\rm{I})}$分别为:
$ \begin{array}{l} {H^{(0)}} = \left[ {\begin{array}{*{20}{c}} {0.3126}&{ - 0.0480}&{0.1693}&{0.9697}\\ {0.5642}&{ - 0.0564}&0&{0.7334}\\ { - 2.0540}&{ - 0.8454}&{0.3949}&{1.6796}\\ {0.9088}&{0.4927}&{0.4514}&{0.7992} \end{array}} \right.\\ \left. {\begin{array}{*{20}{c}} {2.3607}&{4.3530}&{6.9610}&{10.2053}\\ {2.1439}&{4.2314}&{6.9960}&{10.4375}\\ {3.0260}&{4.4587}&{6.0118}&{7.7329}\\ {1.5561}&{2.7502}&{4.4204}&{6.6211} \end{array}} \right] \end{array} $
(52) $ \begin{equation} M=\left[ \begin{array}{cccc} 0.3126 & -0.0480 & 0.1693\\ 0.5642 & -0.0564 & 0 \\ -2.0540 & -0.8454 & 0.3949 \\ 0.9088 & 0.4927 & 0.4514 \end{array}\right] \end{equation} $
(53) $ \begin{array}{l} {H^{({\rm{I}})}} = \left[ {\begin{array}{*{20}{c}} {1.0000}&0&0&{1.0000}\\ 0&{1.0000}&0&{ - 3.0000}\\ 0&0&{1.0000}&{3.0318} \end{array}} \right.\\ \left. {\begin{array}{*{20}{c}} {3.0000}&{6.0000}&{10.0000}&{15.0000}\\ { - 8.0000}&{ - 15.0000}&{ - 24.0000}&{ - 35.0000}\\ {6.1397}&{10.3857}&{15.8562}&{22.6718} \end{array}} \right] \end{array} $
(54) 最后得到基于Gauss-Hermite逼近的WMF-UKF估计曲线和真实曲线如图 1所示.
本例采用$k$时刻累积均方误差(Accumulated mean square error, AMSE)[24, 39]作为衡量估计准确性的指标函数如式(55)所示.
$ {\rm{AMSE}}(\mathit{k}){\rm{ = }}\sum\limits_{\mathit{t}{\rm{ = 0}}}^\mathit{k} {\frac{{\rm{1}}}{\mathit{N}}} \sum\limits_{\mathit{i}{\rm{ = 1}}}^\mathit{N} {{{\left( {{\mathit{x}^\mathit{i}}(\mathit{t}){\rm{ - }}{{\mathit{\hat x}}^\mathit{i}}(\mathit{t}{\rm{|}}\mathit{t})} \right)}^{\rm{2}}}} $
(55) 其中, $x^{i}(t)$是$t$时刻第$i$次Monte Carlo实验的真实值, $\hat{x}^{i}(t|t)$是$t$时刻第$i$次Monte Carlo实验的估计值.独立进行20次Monte Carlo实验, 得到的AMSE曲线如图 2所示, 其中本例选取局部UKF估计AMSE曲线(Local filter 1~4, LF 1~4)、集中式融合UKF估计AMSE曲线(CMF-UKF)以及本文提出的加权观测融合UKF估计AMSE曲线(WMF-UKF)进行对比.由图 2可以看出CMF-UKF与WMF-UKF具有接近的估计精度, 而高于局部UKF.在计算量方面, 由于本文压缩后的观测为3维, 因此WMF-UKF滤波过程中的时间复杂度为$\rm O(3^{3})$.而集中式融合系统观测方程为4维, 因此时间复杂度为$\rm O(4^{3})$.因此, WMF-UKF计算量要低于CMF-UKF.
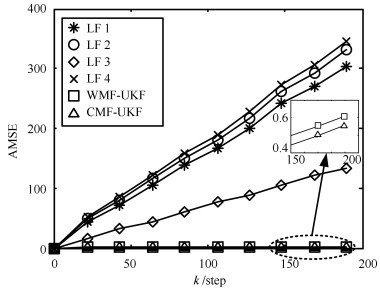 图 2 局部UKF, WMF-UKF以及CMF-UKF的AMSE曲线Fig. 2 AMSE curves of local UKF, WMF-UKF and CMF-UKF
图 2 局部UKF, WMF-UKF以及CMF-UKF的AMSE曲线Fig. 2 AMSE curves of local UKF, WMF-UKF and CMF-UKF例2. 考虑一个带有8传感器的平面跟踪系统, 在笛卡尔坐标下的状态方程和观测方程如下:
$ {\pmb x}(k+1)=\Phi{\pmb{x}}(k)+ \Gamma {\pmb w}(k) $
(56) $ \begin{array}{l} {\mathit{\boldsymbol{z}}^{(j)}}(k) = {\mathit{\boldsymbol{h}}^{(j)}}(\mathit{\boldsymbol{x}}(k),k) + \mathit{\boldsymbol{v}}_k^{(j)} = \\ \quad \left[ {\begin{array}{*{20}{c}} {\sqrt {{{(x(k) - {x_j})}^2} + {{(y(k) - {y_j})}^2}} }\\ {\arctan \left( {\frac{{y(k) - {y_j}}}{{x(k) - {x_j}}}} \right)} \end{array}} \right] + {\mathit{\boldsymbol{v}}^{(j)}}(k),{\mkern 1mu} \\ \qquad \qquad \qquad \qquad \quad j = 1, \cdots ,8 \end{array} $
(57) 其中, $\mathit{\boldsymbol{x}}(k)={{\left[ x(k)~~\dot{x}(k)~~y(k)~~\dot{y}(k) \right]}^{\text{T}}} $为状态变量, , , ${{\mathit{\boldsymbol{w}}}_{k}} $为零均值, 方差为$\textit{Q}_{w}^{2}={\rm{diag}}\{0.1^{2}, 0.1^{2}\}$的过程噪声.设8个传感器分别放置在4个地点, 其中$l_{1, 2}(5.5, 5)$, $l_{3, 4}(-5, 5.5)$, $l_{5, 6}(-5, -5)$, $l_{7, 8}(5.5, -5.5)$. ${\pmb v}^{(i)}(k)$, ${\pmb v}^{(j)}(k)\ (i\neq j)$互不相关, 且方差分别为.在仿真中, 设采样周期为$T=200\, \rm{ms}$, 状态初值为 $\mathit{\boldsymbol{x}}(0)={{[0\quad 0\quad 0\quad 0]}^{\text{T}}} $.
经测试, 本例选取Gauss-Hermite系数$\gamma=1.04$.为了减少计算量, 本例将目标移动范围划分成了16个1平方公里的子区域, 如图 3(a)所示.每个子区域采用以该区域为中心, 外扩2点的方法避免边缘拟合效果不良.以子区域7为例, 以点(0, 0), (0, 1), (1, 1)和(1, 0)所围区域为中心, 外扩2点得到该子区域的拟合采样点如图 3(b)所示.计算该区域的系数矩阵$\overline{H}^{(0)}$, $\overline{M}$和$\overline{H}^{(\rm{I})}$, 如图 3(c)所示.不难看出, 由于8个传感器位于4个点, 这里至少可以将16维的集中式融合观测方程 ${{\mathit{\boldsymbol{h}}}^{(0)}}(\mathit{\boldsymbol{x}}(k),k) $压缩成8维的加权观测融合方程.将16个区域对应的$\overline{M}$和$\overline{H}^{(\rm{I})}$与中介函数$\mathit{\boldsymbol{\overline \psi }} (\mathit{\boldsymbol{x}}(k), k)$离线计算存储并形成数据库.根据每时刻状态预报, 在数据库中选取相应的$\overline{M}$, $\overline{H}^{(\rm{I})}$以及$\mathit{\boldsymbol{\overline \psi }} (\mathit{\boldsymbol{x}}(k), k)$可减少在线计算负担.
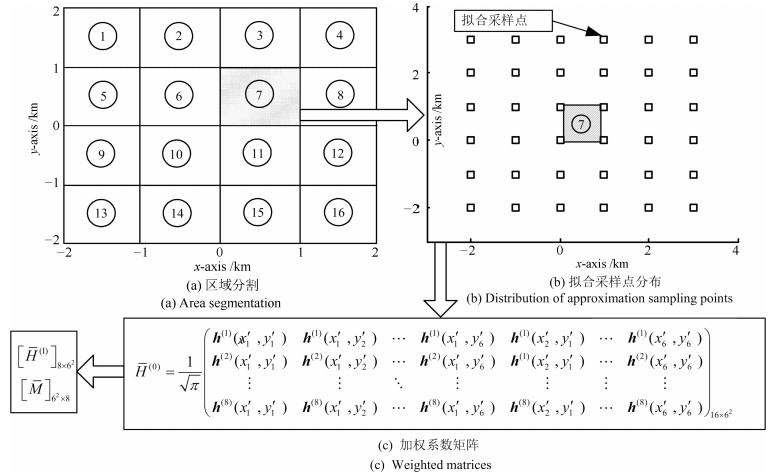 图 3 加权系数矩阵$\overline{M}$和$\overline{H}^{(\rm{I})}$的计算Fig. 3 Calculation of the weighted matrices $\overline{M}$ and $\overline{H}^{(\rm{I})}$
图 3 加权系数矩阵$\overline{M}$和$\overline{H}^{(\rm{I})}$的计算Fig. 3 Calculation of the weighted matrices $\overline{M}$ and $\overline{H}^{(\rm{I})}$为了对比分析WMF-UKF的精度和计算量, 本文选取了8传感器集中式融合UKF(8-CMF-UKF), 5传感器集中式融合UKF(5-CMF-UKF)以及3传感器集中式融合UKF(3-CMF-UKF).传感器的选择原则是尽量的分散, 例如, 3-CMF-UKF选择的是1, 3和5传感器, 5-CMF-UKF选择的是1, 3, 5, 7和8传感器.各种融合系统的滤波跟踪轨迹曲线如图 4所示.
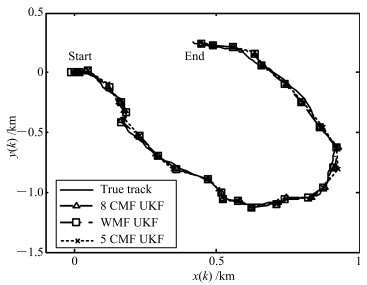 图 4 真实轨迹和WMF-UKF, 8-CMF-UKF和5-CMF-UKF的估计曲线Fig. 4 True and estimated tracks using WMF-UKF, 8-CMF-UKF and 5-CMF-UKF
图 4 真实轨迹和WMF-UKF, 8-CMF-UKF和5-CMF-UKF的估计曲线Fig. 4 True and estimated tracks using WMF-UKF, 8-CMF-UKF and 5-CMF-UKF本例采用$k$时刻位置$(x(k), y(k))$的累积均方误差(AMSE)作为指标函数, 如式(58)所示.
$ \begin{align} \rm{AMSE}(k)=\,&\sum_{t=0}^{k}\frac{1}{N}\sum_{i=1}^{N}\left((x^{i}(t)-\hat{x}^{i}(t|t)\right)^{2}+\notag\\ &\left(y^{i}(t)-\hat{y}^{i}(t|t))^{2}\right) \end{align} $
(58) 其中, $(x^{i}(t), y^{i}(t))$是$t$时刻第$i$次Monte Carlo实验的真实值, $(\hat{x}^{i}(t|t), \hat{y}^{i}(t|t))$是$t$时刻第$i$次Monte Carlo实验的估计值.独立进行20次Monte Carlo实验, 得到的AMSE曲线如图 5所示.
在精度方面, 由图 5可以看到AMSE由低到高依次是8-CMF-UKF, WMF-UKF, 5-CMF-UKF和3-CMF-UKF.实验说明, 随着传感器数量的增加, 集中式融合算法的精度不断提高, 而本文提出的WMF-UKF算法的精度接近全观测集中式融合8-CMF-UKF.
在计算量方面, 加权观测融合系统观测方程为8维, 因此时间复杂度为$\rm O(8^{3})$. 3传感器集中式融合系统观测方程为6维, 因此时间复杂度为$\rm O(6^{3})$. 5传感器集中式融合系统观测方程为10维, 因此时间复杂度为$\rm O(10^{3})$. 8传感器集中式融合系统观测方程为16维, 因此时间复杂度为$\rm O(16^{3})$.因此, 时间复杂度由高到低依次为: 8-CMF-UKF, 5-CMF-UKF, WMF-UKF和3-CMF-UKF.
此外, 为了比较分析, 本例应用文献[25]中的Taylor级数逼近方法得到的WMF-UKF的AMSE曲线也绘于图 5中, 这里我们采用2阶Taylor级数逼近.由于Taylor级数展开阶数以及展开点等原因, 使得其精度低于其他融合算法.而且与本文的不需要在线计算融合矩阵的WMF-UKF算法相比, 文献[25]的WMF-UKF (2-order Taylor)算法需要根据在线预报值实时计算融合参数矩阵, 因而具有更大的在线计算负担.
本例根据不同Hermite多项式$(p=0, 2, 4)$情形进行了仿真分析.经离线测试, 选取Gauss-Hermite系数分别为: $\gamma=0.83\, (p=0), \, \gamma=1.04(p=2), \, \gamma=1\, (p=4), \, $其他参数不变.得到Monte Carlo实验的AMSE曲线如图 6所示.图 6中可以看到, Hermite多项式的数量与函数逼近效果并无直接关系, 得到融合估值精度间也不存在渐近最优性.因此, 根据被逼近函数形式, 离线测试逼近函数效果, 对本文所提出WMF-UKF算法的精度起到非常关键的作用.
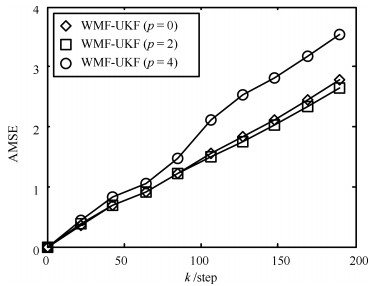 图 6 带不同Hermite多项式的WMF-UKF位置AMSE曲线Fig. 6 AMSE curves of WMF-UKFs with different Hermite polynomials for position
图 6 带不同Hermite多项式的WMF-UKF位置AMSE曲线Fig. 6 AMSE curves of WMF-UKFs with different Hermite polynomials for position综上, 合理的选择Gauss-Hermite逼近函数以及相应的系数$\gamma$, 可使本文提出的WMF-UKF在精度方面接近集中式融合算法, 而减少计算量.
6. 结论
本文首先基于Gauss-Hermite逼近方法和加权最小二乘法, 提出了一种具有普适性的非线性加权观测融合算法.进而结合UKF算法, 提出了非线性加权观测融合UKF (WMF-UKF)算法.与CMF-UKF算法相比, WMF-UKF具有与之逼近的估计精度, 但计算量明显降低, 并且随着传感器数量的增加, 该算法在计算量上的优势将更加明显.本文通过仿真实例对比已有的相关算法, 说明了本算法的有效性.
-

图 1 复材产品制造工艺的生产流程图
Fig. 1 Production flow chart of the manufacturing process of composite products

图 6 面向工业生产的多机械臂协同铺层研究案例
Fig. 6 Multi-robot arms collaborative lay-up study cases for industrial production

表 1 机械臂在传统工业场景和复材产品制造场景应用特点对比
Table 1 Comparison of the application characteristics of robot arm in traditional industrial scenario and composite products manufacturing scenario
对比 特点 传统工业场景 复材产品制造场景 喷涂 点焊 搬运 装配 铺片 铺带(丝) 相同之处 重复定位精度 高 位置跟踪要求 高 不同之处 操作是否接触 否 是 是 是 是 是 操作材料特性 气体 高温 硬质 硬质 柔软粘性 柔软粘性 是否需要加热 否 是 否 否 是 是 是否有接触力 否 否 是 是 是 是 末端构造 喷嘴 焊钳 夹持 各类工具 夹持悬垂拾取 专有铺放头 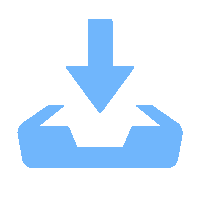 下载: 导出CSV
下载: 导出CSV
表 2 不同拾取原理的优劣对比
Table 2 Comparison of the advantages and disadvantages of different pick-up principles
拾取原理 对材料的损坏程度 成本 实现难度 易操作性 针刺 高 低 低 高 低温 中 中 中 中 真空吸取 无 高 中 中
下载: 导出CSV
表 3 单机械臂铺层研究案例对比
Table 3 Comparison of single robot arm lay-up study cases
研究机构 研究重点 路径规划 运动规划 工艺参数 系统软件 使用的机械臂 相关文献 德国宇航中心 全过程自动化 基于视觉生成 系统生成 未知 独立开发 KUKA [45−46, 71−72] 汉堡科技大学 工艺流程优化 未知 未知 未知 未知 ABB [73−76] 慕尼黑工业大学 全过程自动化 人类专家设计 控制器生成 人类专家设计 CFK-Tex.Office KUKA KR-500 [32−34, 77] 布里斯托大学 铺放自动化 未知 未知 人类专家设计 未知 ABB [62] 德国宇航中心 全过程自动化 系统生成 系统生成 未知 独立开发 KUKA [78−79] 南丹麦大学 铺放自动化 基于模拟方法 系统生成 未知 独立开发 KUKA KR-360 [60, 80−84]
下载: 导出CSV
表 4 多机械臂协同铺层研究案例对比
Table 4 Comparison of multi-robot arms collaborative lay-up study cases
研究机构 机械臂数量 研究内容 路径规划 运动规划 系统软件 使用的机械臂 相关文献 南卡罗莱纳大学 3 路径规划 运动规划 算法生成 控制器生成 独立开发 KUKA-iiwa [85−87, 89−91] 斯图加特大学 3 系统搭建 路径规划 人类专家设计 系统生成 独立开发 ABB [64, 92] 德国宇航中心 2 系统搭建 路径规划 算法生成 系统生成 独立开发 KUKA-KR270 [93−101] 空客集团 2 系统搭建 末端开发 人类专家设计 系统生成 独立开发 KUKA [41−42, 106] 林雪平大学 2 技术验证 末端开发 未知 未知 未知 KUKA-KR10, ABB [107−108] 慕尼黑工业大学 2 系统搭建 路径规划 算法生成 系统生成 独立开发 Staubli, KUKA [24] 思克莱德大学 1 技术验证 人类专家设计 系统生成 独立开发 KUKA-KR6 [110] 维也纳技术大学 2 技术验证 人类专家设计 系统生成 未知 自制 [111−112]
下载: 导出CSV
表 5 铺带(丝)头中采用的切割方式对比
Table 5 Comparison of cutting methods used in tape (fiber) lay-up heads
切割方式 成本 优点 缺点 机械道具切割 低 结构简单, 切割效率高, 适用于多种复杂环境,
维修更换比较方便难以控制切割深度且切口毛糙, 损伤预浸料,
无法保证切口质量激光切割 较高 切割效率高, 非接触式切割, 产品边缘光滑平整,
激光对位精准, 切割精度高温度较高, 使复合材料发生变质且
切割深度不易控制水喷射切割 低 设备结构简单, 操作容易, 工作机构具有喷头体积小、
后坐力小、移动方便、生产效率高等特点给整个铺带环境带来大量污染液体,
影响复合材料成型, 铺带工作不便超声波切割 较高 切割效率高, 切口平整; 合适的切割速度、
切割深度满足不同工况下的切割易受负载、温度等因素影响, 引起谐振频率、
等效阻抗等参数漂移变化
下载: 导出CSV
表 6 铺带(丝)头中采用的加热方式对比
Table 6 Comparison of heating methods used in tape (fiber) lay-up heads
加热方式 成本 优点 缺点 电阻丝加热 低 加热均匀, 实现简单 热损失大, 功率密度低, 使用寿命短 激光加热 高 激光加热效率高, 响应快 温度难以控制, 容易产生局部过热 热风加热 低 温度场均匀, 调节范围广 加热升温时间长, 热效率较低 红外加热 高 热效率高, 加热均匀, 响应速度快 辐射面存在一定限制, 温度场不均匀
下载: 导出CSV
表 7 路径规划方法对比
Table 7 Comparison of path planning methods
分类 方法 优点 缺点 参考路径生成 自然路径法 可以避免纤维起皱, 轨迹可铺放性良好 计算量大, 仅适用于低曲率表面 定角度路径法 原理及计算过程简单 仅适用于整体曲率波动较小的曲面 变角度路径法 能够自适应芯模曲面不规则情况 算法计算量大 路径密化 等距偏置算法 算法简单, 能够覆盖整个芯模表面 在复杂表面上可能存在间隙和重叠 等角度算法 算法实现简单, 适应各种复杂构件 易存在间隙和重叠
下载: 导出CSV
关键技术 研究内容 研究目标 轨迹规划 根据构件3D表面设计相应路径规划算法, 自适应生成铺放轨迹 满足构件结构的方向性、铺放顺序和铺叠层数要求 铺放路径覆盖 根据曲面上相邻路径的间距, 对铺丝路径的覆盖性进行检验与优化 实现对模具的满覆盖、不重叠, 满足空隙容差 边界处理 根据构件的边界轮廓信息, 设计边界处理算法, 控制边缘和角部的铺放方式与形态 确保铺放边界质量和表面光洁度 后置处理 数控代码生成、代码优化与合成、加工仿真技术等 机器人能够识别执行的指令
下载: 导出CSV
表 9 现有自动化缺陷检测技术优劣对比
Table 9 Comparison of the advantages and disadvantages of existing automated defect detection technologies
下载: 导出CSV
-
[1] 林刚, CINTE21. 构建“硬科技”优势——2021全球碳纤维复合材料市场报告. 纺织科学研究, 2022, 33(5): 46−66Lin Gang, CINTE21. Building a “hard technology” advantage-global carbon fibre composites market report 2021. Textile Science Research, 2022, 33(5): 46−66 [2] 中国电子学会. 中国机器人产业发展报告(2022年), 世界机器人大会, 中国, 2022.Chinese Institute of Electronics. China Robotics Industry Development Report (2022), World Robot Conference, China, 2022. [3] 亿欧智库. 2022中国工业机器人市场研究报告. 机器人产业, 2022, (4): 83−95 doi: 10.3969/j.issn.2096-0182.2022.04.014EqualOcean. 2022 China industrial robotics market research report. Robot Industry, 2022, (4): 83−95 doi: 10.3969/j.issn.2096-0182.2022.04.014 [4] Lei T, Rong Y M, Wang H, Huang Y, Li M. A review of vision-aided robotic welding. Computers in Industry, 2020, 123: Article No. 103326 doi: 10.1016/j.compind.2020.103326 [5] Sun Y W, Jia J J, Xu J T, Chen M S, Niu J B. Path, feedrate and trajectory planning for free-form surface machining: A state-of-the-art review. Chinese Journal of Aeronautics, 2022, 35(8): 12−29 doi: 10.1016/j.cja.2021.06.011 [6] Urhal P, Weightman A, Diver C, Bartolo P. Robot assisted additive manufacturing: A review. Robotics and Computer-Integrated Manufacturing, 2019, 59: 335−345 doi: 10.1016/j.rcim.2019.05.005 [7] Cong Y, Chen R H, Ma B T, Liu H S, Hou D D, Yang C G. A comprehensive study of 3-D vision-based robot manipulation. IEEE Transactions on Cybernetics, 2023, 53(3): 1682−1698 doi: 10.1109/TCYB.2021.3108165 [8] 秦方博, 徐德. 机器人操作技能模型综述. 自动化学报, 2019, 45(8): 1401−1418Qin Fang-Bo, Xu De. Review of robot manipulation skill models. Acta Automatica Sinica, 2019, 45(8): 1401−1418 [9] 曾超, 杨辰光, 李强, 戴诗陆. 人−机器人技能传递研究进展. 自动化学报, 2019, 45(10): 1813−1828Zeng Chao, Yang Chen-Guang, Li Qiang, Dai Shi-Lu. Research progress on human-robot skill transfer. Acta Automatica Sinica, 2019, 45(10): 1813−1828 [10] 齐志刚, 黄攀峰, 刘正雄, 韩冬. 空间冗余机械臂路径规划方法研究. 自动化学报, 2019, 45(6): 1103−1110Qi Zhi-Gang, Huang Pan-Feng, Liu Zheng-Xiong, Han Dong. Research on path planning method of spatial redundant manipulator. Acta Automatica Sinica, 2019, 45(6): 1103−1110 [11] Chutima P. A comprehensive review of robotic assembly line balancing problem. Journal of Intelligent Manufacturing, 2022, 33(1): 1−34 doi: 10.1007/s10845-020-01641-7 [12] Rajak D K, Pagar D D, Menezes P L, Linul E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers, 2019, 11(10): Article No. 1667 doi: 10.3390/polym11101667 [13] Elkington M, Ward C, Sarkytbayev A. Automated composite draping: A review. In: Proceedings of the SAMPE Seattle 2017. Seattle, USA: SAMPE North America, 2017. [14] Björnsson A, Jonsson M, Johansen K. Automated material handling in composite manufacturing using pick-and-place systems——A review. Robotics and Computer-Integrated Manufacturing, 2018, 51: 222−229 doi: 10.1016/j.rcim.2017.12.003 [15] Lukaszewicz D H J A, Ward C, Potter K D. The engineering aspects of automated prepreg layup: History, present and future. Composites Part B: Engineering, 2012, 43(3): 997−1009 doi: 10.1016/j.compositesb.2011.12.003 [16] Brasington A, Sacco C, Halbritter J, Wehbe R, Harik R. Automated fiber placement: A review of history, current technologies, and future paths forward. Composites Part C: Open Access, 2021, 6: Article No. 100182 doi: 10.1016/j.jcomc.2021.100182 [17] Zhang W X, Liu F, Jiang T, Yi M H, Chen W Q, Ding X L. Overview of current design and analysis of potential theories for automated fibre placement mechanisms. Chinese Journal of Aeronautics, 2022, 35(4): 1−13 doi: 10.1016/j.cja.2021.04.018 [18] Chen J P, Fu K K, Li Y. Understanding processing parameter effects for carbon fibre reinforced thermoplastic composites manufactured by laser-assisted automated fibre placement (AFP). Composites Part A: Applied Science and Manufacturing, 2021, 140: Article No. 106160 doi: 10.1016/j.compositesa.2020.106160 [19] de Campos A A, Henriques E, Magee C L. Technological improvement rates and recent innovation trajectories in automated advanced composites manufacturing technologies: A patent-based analysis. Composites Part B: Engineering, 2022, 238: Article No. 109888 doi: 10.1016/j.compositesb.2022.109888 [20] Soares B A R, Henriques E, Ribeiro I, Freitas M. Cost analysis of alternative automated technologies for composite parts production. International Journal of Production Research, 2019, 57(6): 1797−1810 doi: 10.1080/00207543.2018.1508903 [21] Jayasekara D, Lai N Y G, Wong K H, Pawar K, Zhu Y D. Level of automation (LOA) in aerospace composite manufacturing: Present status and future directions towards industry 4.0. Journal of Manufacturing Systems, 2022, 62: 44−61 doi: 10.1016/j.jmsy.2021.10.015 [22] Potter K, Ward C. Draping processes for composites manufacture. Advances in Composites Manufacturing and Process Design. Amsterdam: Woodhead Publishing, 2015. 93−109 [23] Cevotec. Composite tank reinforcements [Online], available: https://www.cevotec.com/industries-applications/fpp-composite-tanks/, July 29, 2023 [24] Michl F, Coquel M. Fully-automated production of complex CFRP parts using fibre-patch-preforming technology. JEC Com posites Magazine, 2014, 87: 108−110 [25] Malhan R K, Shembekar A V, Kabir A M, Bhatt P M, Shah B, Zanio S, et al. Automated planning for robotic layup of composite prepreg. Robotics and Computer-Integrated Manufacturing, 2021, 67: Article No. 102020 doi: 10.1016/j.rcim.2020.102020 [26] Larsen L, Kim J. Path planning of cooperating industrial robots using evolutionary algorithms. Robotics and Computer-Integrated Manufacturing, 2021, 67: Article No. 102053 doi: 10.1016/j.rcim.2020.102053 [27] Khodunov A A, Bogachev V V, Borodulin A S. Advances in tailored fiber placement technology. Journal of Physics: Conference Series, 2021, 1990: Article No. 012041 [28] Lindback J E, Björnsson A, Johansen K. New automated composite manufacturing process: Is it possible to find a cost effective manufacturing method with the use of robotic equipment? In: Proceedings of the 5th International Swedish Production Symposium. Linkoping, Sweden: 2012. 523−531 [29] Kordi M T, Husing M, Corves B. Development of a multifunctional robot end-effector system for automated manufacture of textile preforms. In: Proceedings of the IEEE/ASME International Conference on Advanced Intelligent Mechatronics. Zurich, Switzerland: IEEE, 2007. 1−6 [30] Reinhart G, Straßer G. Flexible gripping technology for the automated handling of limp technical textiles in composites industry. Production Engineering, 2011, 5(3): 301−306 doi: 10.1007/s11740-011-0306-1 [31] Reinhart G, Strassr G, Ehinger C. Highly flexible automated manufacturing of composite structures consisting of limp carbon fibre textiles. SAE International Journal of Aerospace, 2010, 2(1): 181−187 [32] Angerer A, Ehinger C, Hoffmann A, Reif W, Reinhart G. Design of an automation system for preforming processes in aerospace industries. In: Proceedings of the IEEE International Conference on Automation Science and Engineering. Trieste, Italy: IEEE, 2011. 557−562 [33] Ehinger C, Reinhart G. Robot-based automation system for the flexible preforming of single-layer cut-outs in composite industry. Production Engineering, 2014, 8(5): 559−565 doi: 10.1007/s11740-014-0546-y [34] Reinhart G, Ehinger C. Novel robot-based end-effector design for an automated preforming of limb carbon fiber textiles. In: Proceedings of the 1st Conference of the German Academic Society for Production Engineering (WGP). Berlin, Germany: Springer, 2013. 131−142 [35] Löchte C, Kunz H, Schnurr R, Dietrich F, Raatz A, Dilger K, et al. Form-flexible handling technology for automated preforming. In: Proceedings of the 19th International Conference on Composite Materials. Montreal, Canada: Concordia University, 2013. [36] Löchte C, Kunz H, Schnurr R, Langhorst S, Dietrich F, Raatz A, et al. Form-flexible handling and joining technology (FormHand) for the forming and assembly of limp materials. Procedia CIRP, 2014, 23: 206−211 doi: 10.1016/j.procir.2014.10.086 [37] Kunz H, Löchte C, Dietrich F, Raatz A, Fischer F, Dröder K, et al. Novel form-flexible handling and joining tool for automated preforming. Science and Engineering of Composite Materials, 2015, 22(2): 199−213 doi: 10.1515/secm-2013-0326 [38] Dröder K, Dietrich F, Löchte C, Hesselbach J. Model based design of process-specific handling tools for workpieces with many variants in shape and material. CIRP Annals, 2016, 65(1): 53−56 doi: 10.1016/j.cirp.2016.04.109 [39] Apmann H. Automatic Handling of CFRP-material for Frame and Stringer Production, SAE Technical Paper 2008-01-2289, SAE, USA, 2008. [40] Apmann H, Hemmen A, Herkt M. Automatic Handling of Carbon Fiber Preforms for CFRP Parts in Aerospace, SAE Technical Paper 2012-01-1864, SAE, USA, 2012. [41] Apmann H, Busse M, Du J Y, Köhnke P. Automated manufacture of fibre metal laminates to achieve high rate of production. Lightweight Design Worldwide, 2017, 10(4): 28−33 [42] Ucan H, Apmann H, Graßl G, Krombholz C, Fortkamp K, Nieberl D, et al. Production technologies for lightweight structures made from fibre-metal laminates in aircraft fuselages. CEAS Aeronautical Journal, 2019, 10(2): 479−489 doi: 10.1007/s13272-018-0330-3 [43] Ucan H, Scheller J, Nguyen C, Nieberl D, Beumler T, Haschenburger A, et al. Automated, quality assured and high volume oriented production of fiber metal laminates (FML) for the next generation of passenger aircraft fuselage shells. Science and Engineering of Composite Materials, 2019, 26(1): 502−508 doi: 10.1515/secm-2019-0031 [44] Braun G, Buchheim A, Fischer F, Gerngross T. Handgeführter Endeffektor Für Die Automatisierte Handhabung von Textilen Zuschnitten, DLR-IB 435-2013/88, Deutsches Zentrum für Luft- und Raumfahrt e.V. (DLR), Germany, 2013. [45] Kuehnel M, Schuster A, Buchheim A, Gergross T, Kupke M. Automated near-net-shape preforming of carbon fiber reinforced thermoplastics (CFRTP). In: Proceedings of the Paper for the I.C.S of the JEC Europe 2014. Paris, France: 2014. [46] Kuhnel M, Schuster A, Rähtz C, Kupke M. Near net shape thermoplastic preforming with continuously automated cutting and robotic pick and place processes. In: Proceedings of the International Conference and Exhibition on Thermoplastic Composites. Bremen, Germany: 2016. [47] Vistein M, Faber J, Schmidt-Eisenlohr C, Reiter D. Automated handling of auxiliary materials using a multi-kinematic gripping system. Procedia Manufacturing, 2019, 38: 1276−1283 doi: 10.1016/j.promfg.2020.01.220 [48] Gunnarsson G G, Nielsen O W, Schlette C, Petersen H G. Fast and simple interacting models of drape tool and ply material for handling free hanging, pre-impregnated carbon fibre material. In: Proceedings of the 15th Informatics in Control, Automation and Robotics. Porto, Portugal: Springer, 2018. 1−25 [49] Fleischer J, Förster F, Crispieri N V. Intelligent gripper technology for the handling of carbon fiber material. Production Engineering, 2014, 8(6): 691−700 doi: 10.1007/s11740-014-0549-8 [50] Förster F, Ballier F, Coutandin S, Defranceski A, Fleischer J. Manufacturing of textile preforms with an intelligent draping and gripping system. Procedia CIRP, 2017, 66: 39−44 doi: 10.1016/j.procir.2017.03.370 [51] Wirth B, Coutandin S, Fleischer J. Disturbance force estimation for a low pressure suction gripper based on differential pressure analysis. In: Proceedings of the Annals of Scientific Society for Assembly, Handling and Industrial Robotics. Berlin, Germany: Springer, 2020. 263−273 [52] Wirth B, Schwind T, Friedmann M, Fleischer J. Automated stack singulation for technical textiles using sensor supervised low pressure suction grippers. In: Proceedings of the Annals of Scientific Society for Assembly, Handling and Industrial Robotics 2022. Cham, Germany: Springer, 2022. 329−340 [53] Brink M, Ohlendorf J H, Thoben K D. Development of a handling system with integrated sensors for textile preforms using additive manufacturing. Procedia Manufacturing, 2018, 24: 114−119 doi: 10.1016/j.promfg.2018.06.016 [54] Björnsson A, Jonsson M, Eklund D, Lindbäck J E, Björkman M. Getting to grips with automated prepreg handling. Production Engineering, 2017, 11: 445−453 doi: 10.1007/s11740-017-0763-2 [55] Brinker J, Prause I, Kosse P, Früh H C, Printz S, Henke C, et al. Automated handling and draping of reinforcing textiles-challenges and developments. New Advances in Mechanisms, Mechanical Transmissions and Robotics. Cham, Germany: Springer, 2017. 485−493 [56] Brinker J, Paris J, Müller M, Hüsing M, Corves B. Mechanism type synthesis approach for automated handling and multiaxial draping of reinforcing textiles. New Trends in Mechanism and Machine Science: Theory and Industrial Applications. Cham, Germany: Springer, 2017. 523−532 [57] Brinker J, Müller M, Paris J, Husing M, Corves B. Mechanism design for automated handling and multiaxial draping of reinforcing textiles. In: Proceedings of the ASME International Design Engineering Technical Conferences and Computers and Information in Engineering Conference. Charlotte, USA: ASME, 2016. Article No. V05BT07A040 [58] Corves B, Brinker J, Prause I, Hüsing M, Abbas B, Krieger H, et al. AutoHD——Automated handling and draping of reinforcing textiles. In: Proceedings of the Conference on Mechanisms, Transmissions and Applications. Cham, Germany: Springer, 2015. 301−309 [59] Wang B W. Design and Development of a Soft Robotic Gripper for Fabric Material Handling [Master thesis], University of Windsor, Canada, 2020. [60] Krogh C, Jakobsen J, Sherwood J A. Development of a computationally efficient fabric model for optimization of gripper trajectories in automated composite draping. arXiv preprint arXiv: 1810.07619, 2018. [61] Elkington M, Bloom D, Ward C, Chatzimichali A, Potter K. Hand layup: Understanding the manual process. Advanced Manufacturing: Polymer & Composites Science, 2015, 1(3): 138−151 [62] Elkington M, Ward C, Potter K D. Automated layup of sheet prepregs on complex moulds. Journal of Advanced Materials, 2016, 3 : 70−84 [63] Elkington M, Almas E, Ward-Cherrier B, Pestell N, Lloyd J, Ward C, et al. Real time defect detection during composite layup via tactile shape sensing. Science and Engineering of Composite Materials, 2021, 28(1): 1−10 doi: 10.1515/secm-2021-0001 [64] Szcesny M, Heieck F, Carosella S, Middendorf P, Sehrschön H, Schneiderbauer M. The advanced ply placement process——An innovative direct 3D placement technology for plies and tapes. Advanced Manufacturing: Polymer & Composites Science, 2017, 3(1): 2−9 [65] Richrath M, Franke J, Ohlendorf J H, Thoben K D. Effector for automated direct textile placement in rotor blade production. Lightweight Design Worldwide, 2017, 10(5): 42−47 doi: 10.1007/s41777-017-0039-8 [66] Schouterden G, Cramer J, Demeester E, Kellens K. Development of a membrane-shaped MR-based composite draping tool. Procedia CIRP, 2019, 86: 167−172 doi: 10.1016/j.procir.2020.01.048 [67] Denkena B, Schmidt C, Werner S, Schwittay D. Development of a shape replicating draping unit for continuous layup of unidirectional non-crimp fabrics on complex surface geometries. Journal of Composites Science, 2021, 5(4): Article No. 93 doi: 10.3390/jcs5040093 [68] Helber F, Amann A, Carosella S, Middendorf P. Intrinsic fibre heating: A novel approach for automated dry fibre placement. IOP Conference Series: Materials Science and Engineering, 2018, 460: Article No. 012064 [69] Björnsson A, Lindback J E, Johansen K. Automated removal of prepreg backing paper——A sticky problem. In: Proceedings of the SAE 2013 AeroTech Congress & Exhibition. New York, USA: SAE International, 2013. [70] Bruns C, Micke-Camuz M, Bohne F, Raatz A. Process design and modelling methods for automated handling and draping strategies for composite components. CIRP Annals, 2018, 67(1): 1−4 doi: 10.1016/j.cirp.2018.04.014 [71] Schuster A, Larsen L, Fischer F, Glück R, Schneyer S, Kühnel M, et al. Smart manufacturing of thermoplastic CFRP skins. Procedia Manufacturing, 2018, 17: 935−943 doi: 10.1016/j.promfg.2018.10.147 [72] Beyrle M, Endraß M, Kühnel M, Schuster A, Stefani T, Glück R, et al. Automated production and joining of high performance structures out of carbon fiber reinforced thermoplastics. In: Proceedings of the Composites and Advanced Materials Expo. Orlando, USA: 2017. [73] Roth F, Eschen H, Schüppstuhl T. The loop gripper: A soft gripper for honeycomb materials. Procedia Manufacturing, 2021, 55: 160−167 doi: 10.1016/j.promfg.2021.10.023 [74] Eschen H, Harnisch M, Schuppstühl T. Flexible and automated production of sandwich panels for aircraft interior. Procedia Manufacturing, 2018, 18: 35−42 doi: 10.1016/j.promfg.2018.11.005 [75] Eschen H, Kalscheuer F, Schüppstuhl T. Optimized process chain for flexible and automated aircraft interior production. Procedia Manufacturing, 2020, 51: 535−542 doi: 10.1016/j.promfg.2020.10.075 [76] Kalscheuer F, Eschen H, Schüppstuhl T. Towards semi automated pre-assembly for aircraft interior production. In: Proceedings of the Annals of Scientific Society for Assembly, Handling and Industrial Robotics 2021. Cham, Germany: Springer, 2022. 203−213 [77] Angerer A, Ehinger C, Hoffmann A, Reif W, Reinhart G, Strasser G. Automated cutting and handling of carbon fiber fabrics in aerospace industries. In: Proceedings of the IEEE International Conference on Automation Science and Engineering. Toronto, Canada: IEEE, 2010. 861−866 [78] Gerngross T, Nieberl D. Automated manufacturing of large, three-dimensional CFRP parts from dry textiles. CEAS Aeronautical Journal, 2016, 7(2): 241−257 doi: 10.1007/s13272-016-0184-5 [79] Nägele L, Macho M, Angerer A, Hoffmann A, Vistein M, Schönheits M, et al. A backward-oriented approach for offline programming of complex manufacturing tasks. In: Proceedings of the 6th International Conference on Automation, Robotics and Applications (ICARA). Queenstown, New Zealand: IEEE, 2015. 124−130 [80] Ellekilde L P, Wilm J, Nielsen O W, Krogh C, Kristiansen E, Gunnarsson G G, et al. Design of automated robotic system for draping prepreg composite fabrics. Robotica, 2021, 39(1): 72−87 doi: 10.1017/S0263574720000193 [81] Serpina G G G, Petersen H G. Mathematical modeling of a highly underactuated tool for draping fiber plies on double curved molds. In: Proceedings of the IEEE International Conference on Robotics and Automation (ICRA). Xi'an, China: IEEE, 2021. 1666−1672 [82] Krogh C, Glud J A, Jakobsen J. Modeling of prepregs during automated draping sequences. AIP Conference Proceedings, 2017, 1896: Article No. 030036 [83] Krogh C, Glud J A, Jakobsen J. Modeling the robotic manipulation of woven carbon fiber prepreg plies onto double curved molds: A path-dependent problem. Journal of Composite Materials, 2019, 53(15): 2149−2164 doi: 10.1177/0021998318822722 [84] Krogh C, Sherwood J A, Jakobsen J. Generation of feasible gripper trajectories in automated composite draping by means of optimization. Advanced Manufacturing: Polymer & Composites Science, 2019, 5(4): 234−249 [85] Malhan R K, Kabir A M, Shembekar A V, Shah B, Gupta S K, Centea T. Hybrid cells for multi-layer prepreg composite sheet layup. In: Proceedings of the IEEE 14th International Conference on Automation Science and Engineering (CASE). Munich, Germany: IEEE, 2018. 1466−1472 [86] Malhan R K, Kabir A M, Shah B, Centea T, Gupta S K. Automated prepreg sheet placement using collaborative robotics. In: Proceedings of the North America Society for the Advancement of Material and Process Engineering (SAMPE) Long Beach Conference. Long Beach, USA: SAMPE, 2018. [87] Malhan R K, Kabir A M, Shah B, Gupta S K. Identifying feasible workpiece placement with respect to redundant manipulator for complex manufacturing tasks. In: Proceedings of the International Conference on Robotics and Automation (ICRA). Montreal, Canada: IEEE, 2019. 5585−5591 [88] Malhan R K, Kabir A M, Shah B, Centea T, Gupta S K. Determining feasible robot placements in robotic cells for composite prepreg sheet layup. In: Proceedings of the ASME 14th International Manufacturing Science and Engineering Conference. Erie, USA: ASME, 2019. Article No. V001T02A025 [89] Manyar O M, Desai J, Deogaonkar N, Joesph R J, Malhan R, McNulty Z, et al. A simulation-based grasp planner for enabling robotic grasping during composite sheet layup. In: Proceedings of the IEEE International Conference on Robotics and Automation (ICRA). Xi'an, China: IEEE, 2021. 930−937 [90] Malhan R K, Joseph R J, Shembekar A V, Kabir A M, Bhatt P M, Gupta S K. Online grasp plan refinement for reducing defects during robotic layup of composite prepreg sheets. In: Proceedings of the IEEE International Conference on Robotics and Automation (ICRA). Paris, France: IEEE, 2020. 11500−11507 [91] Malhan R K, Thakar S, Kabir A M, Rajendran P, Bhatt P M, Gupta S K. Generation of configuration space trajectories over semi-constrained cartesian paths for robotic manipulators. IEEE Transactions on Automation Science and Engineering, 2023, 20(1): 193−205 doi: 10.1109/TASE.2022.3144673 [92] Helber F, Carosella S, Middendorf P. Multi-robotic composite production of complex and large-scaled components for the automotive industry. In: Proceedings of the Advances in Automotive Production Technology——Theory and Application. Berlin, Germany: Springer, 2021. 369−376 [93] Krebs F, Larsen L, Braun G, Dudenhausen W. Design of a multifunctional cell for aerospace CFRP production. The International Journal of Advanced Manufacturing Technology, 2016, 85: 17−24 doi: 10.1007/s00170-014-6022-1 [94] Tekles N, Reiner M, Krebs F. Model-based elastic deformation compensation for a multi-robot work cell. In: Proceedings of the IEEE 15th International Conference on Control and Automation (ICCA). Edinburgh, UK: IEEE, 2019. 530−536 [95] Tekles N, Krebs F, Reiner M. Inverse model command shaper for a flexible gantry robot. In: Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS). Vancouver, Canada: IEEE, 2017. 1636−1642 [96] Eckardt M, Buchheim A, Gerngross T. Investigation of an automated dry fiber preforming process for an aircraft fuselage demonstrator using collaborating robots. CEAS Aeronautical Journal, 2016, 7(3): 429−440 doi: 10.1007/s13272-016-0199-y [97] Schuster A, Kupke M, Larsen L. Autonomous manufacturing of composite parts by a multi-robot system. Procedia Manufacturing, 2017, 11: 249−255 doi: 10.1016/j.promfg.2017.07.238 [98] Brandt L, Eckardt M. Automated handling and positioning of large dry carbon fibre cut-pieces with cooperating robots in rear pressure bulkhead production. In: Proceedings of the CEAS Conference. Bucharest, Romania: CEAS, 2017. [99] Schuster A, Frommel C, Deden D, Brandt L, Eckardt M, Glück R, et al. Simulation based draping of dry carbon fibre textiles with cooperating robots. Procedia Manufacturing, 2019, 38: 505−512 doi: 10.1016/j.promfg.2020.01.064 [100] Deden D, Frommel C, Glück R, Larsen L, Malecha M, Schuster A. Towards a fully automated process chain for the lay-up of large carbon dry-fibre cut pieces using cooperating robots. In: Proceedings of the SAMPE Europe Conference. Nantes, France: SAMPE, 2019. [101] Frommel C, Krebs F, Haase T, Vistein M, Schuster A, Larsen L, et al. Automated manufacturing of large composites utilizing a process orchestration system. Procedia Manufacturing, 2020, 51: 470−477 doi: 10.1016/j.promfg.2020.10.066 [102] Larsen L, Kim J, Kupke M. Intelligent path panning towards collision-free cooperating industrial robots. In: Proceedings of the 11th International Conference on Informatics in Control. Vienna, Austria: SciTePress, 2014. [103] Angerer A, Hoffmann A, Larsen L, Vistein M, Kim J, Kupke M, et al. Planning and execution of collision-free multi-robot trajectories in industrial applications. In: Proceedings of the 47th International Symposium on Robotics. Munich, Germany: VDE, 2016. 1−7 [104] Larsen L, Pham V L, Kim J, Kupke M. Collision-free path planning of industrial cooperating robots for aircraft fuselage production. In: Proceedings of the IEEE International Conference on Robotics and Automation (ICRA). Seattle, USA: IEEE, 2015. 2042−2047 [105] Larsen L, Kaspar M, Schuster A, Vistein M, Kim J, Kupke M. Full automatic path planning of cooperating robots in industrial applications. In: Proceedings of the 13th IEEE Conference on Automation Science and Engineering (CASE). Xi'an, China: IEEE, 2017. 523−530 [106] Vistein M, Deden D, Glück R, Schneyer S. Automated production of large fibre metal laminate aircraft structure parts. Procedia Manufacturing, 2019, 38: 1300−1307 doi: 10.1016/j.promfg.2020.01.160 [107] Björnsson A, Jonsson M, Johansen K. Automation of composite manufacturing using off-the-shelf solutions, three cases from the aerospace industry. In: Proceedings of the 20th International Conference on Composite Materials. Copenhagen, Denmark: Aalborg University, 2015. [108] Björnsson A, Lindback J E, Eklund D, Jonsson M. Low-cost automation for prepreg handling-two cases from the aerospace industry. SAE International Journal of Materials and Manufacturing, 2016, 9(1): 68−74 [109] Zhang X W, Chi X F, Ji C C. Discrete path planning of carbon fiber patch placement with complex surface. Textile Research Journal, 2023, 93(17−18): 4010−4022 doi: 10.1177/00405175231169045 [110] Yang M M, Yu L J, Wong C B, Mineo C, Yang E F, Bomphray I, et al. A cooperative mobile robot and manipulator system (Co-MRMS) for transport and lay-up of fibre plies in modern composite material manufacture. The International Journal of Advanced Manufacturing Technology, 2022, 119: 1249−1265 doi: 10.1007/s00170-021-08342-2 [111] Flixeder S, Glück T, Kugi A. Force-based cooperative handling and lay-up of deformable materials: Mechatronic design, modeling, and control of a demonstrator. Mechatronics, 2017, 47: 246−261 doi: 10.1016/j.mechatronics.2016.10.003 [112] Hartl-Nesic C, Glück T, Kugi A. Surface-based path following control: Application of curved tapes on 3-D objects. IEEE Transactions on Robotics, 2021, 37(2): 615−626 doi: 10.1109/TRO.2020.3033721 [113] Belhaj M, Dodangeh A, Hojjati M. Experimental investigation of prepreg tackiness in automated fiber placement. Composite Structures, 2021, 262: Article No. 113602 doi: 10.1016/j.compstruct.2021.113602 [114] Zhao F H, Liu Z Q, Chen R F, Hao Y, Ma Z H. The effect of temperature field on the characteristics of carbon fiber reinforced thermoplastic composites in the laying and shaping process. The International Journal of Advanced Manufacturing Technology, 2022, 121: 7569−7589 doi: 10.1007/s00170-022-09795-9 [115] de Sá Rodrigues J, Gonçalves P T, Pina L, Gomes de Almeida F. Modelling the heating process in the transient and steady state of an in situ tape-laying machine head. Journal of Manufacturing and Materials Processing, 2022, 6(1): Article No. 8 doi: 10.3390/jmmp6010008 [116] Zhang P, Sun R L, Zhao X Y, Hu L J. Placement suitability criteria of composite tape for mould surface in automated tape placement. Chinese Journal of Aeronautics, 2015, 28(5): 1574−1581 doi: 10.1016/j.cja.2015.06.002 [117] 赵尧旭. 热塑性复合材料机器人铺放设备及工艺研究 [硕士学位论文], 哈尔滨工业大学, 中国, 2019.Zhao Yao-Xu. Research on Robotic Placement Machine and Placement Process of Thermoplastic Composite [Master thesis], Harbin Institute of Technology, China, 2019. [118] 解五一. 复合材料自动铺带机器人设计及铺带过程控制 [硕士学位论文], 武汉大学, 中国, 2019.Xie Wu-Yi. Design of Automatic Composite Tape Laying Robot and Process Control of Taping [Master thesis], Wuhan University, China, 2019. [119] Han Z Y, Hu F C, Lu H, Fu H Y. Design of ultrasonic cutting bench for automatic tape laying machine. Applied Mechanics and Materials, 2014, 552: 80−85 doi: 10.4028/www.scientific.net/AMM.552.80 [120] Grimshaw M N, Grant C M C G, Diaz C M J M L. Advanced technology tape laying for affordable manufacturing of large composite structures. In: Proceedings of the 46th International SAMPE Symposium. Long Beach, USA: SAMPE, 2001. 2484−2494 [121] Budelmann D, Detampel H, Schmidt C, Meiners D. Interaction of process parameters and material properties with regard to prepreg tack in automated lay-up and draping processes. Composites Part A: Applied Science and Manufacturing, 2019, 117: 308−316 doi: 10.1016/j.compositesa.2018.12.001 [122] Ren S L, Lu H, Wang Y Z, Fu H Y. Development of PLC-based tension control system. Chinese Journal of Aeronautics, 2007, 20(3): 266−271 doi: 10.1016/S1000-9361(07)60043-0 [123] Izco L, Isturiz J, Motilva M. High Speed Tow Placement System for Complex Surfaces with Cut/Clamp/ & Restart Capabilities at 85 m/min (3350 IPM), SAE Technical Paper 2006-01-3138, Aerospace Manufacturing and Automated Fastening Conference and Exhibition, USA, 2006. [124] Denkena B, Schmidt C, Weber P. Automated fiber placement head for manufacturing of innovative aerospace stiffening structures. Procedia Manufacturing, 2016, 6: 96−104 doi: 10.1016/j.promfg.2016.11.013 [125] Singh Y, Singh J, Sharma S, Sharma A, Singh Chohan J. Process parameter optimization in laser cutting of coir fiber reinforced epoxy composite——A review. Materials Today: Proceedings, 2022, 48: 1021−1027 doi: 10.1016/j.matpr.2021.06.344 [126] Liu X L, Han Z Y, Zhao Z Y, Sun S Z. Thermal analysis of cylindrical molds using thermoplastic composite during robotic fiber placement. Journal of Physics: Conference Series, 2021, 1765: Article No. 012023 [127] 蒋威, 周悦, 杨飞, 黄志高, 陈诚, 周华民. 红外辅助自动纤维铺放工艺对连续玻璃纤维增强聚丙烯复合材料结构与性能影响. 复合材料学报, 2023, 40(4): 2015−2025Jiang Wei, Zhou Yue, Yang Fei, Huang Zhi-Gao, Chen Cheng, Zhou Hua-Min. Infrared-assisted automated fiber placement process on the structure and properties of continuous glass fiber reinforced polypropylene composites. Acta Materiae Compositae Sinica, 2023, 40(4): 2015−2025 [128] 杨宇. 门式六通道纤维铺放系统的研究与装备实现 [硕士学位论文], 武汉理工大学, 中国, 2019.Yang Yu. Research and Equipment Realization of Gantry Type Six-channel Fiber Laying System [Master thesis], Wuhan University of Technology, China, 2019. [129] Sabido A M. Development of an Automated Fiber Placement Process for the Fabrication of Thermoplastic Composite Laminates [Master thesis], University of South Carolina, USA, 2019. [130] Zhang W X, Liu F, Lv Y X, Ding X L. Modelling and layout design for an automated fibre placement mechanism. Mechanism and Machine Theory, 2020, 144: Article No. 103651 doi: 10.1016/j.mechmachtheory.2019.103651 [131] Hauber D E, Langone R J, Martin J P, Miller S F, Pasanen M J. Composite Tape Laying Apparatus and Method, U.S. Patent 7063118, June 2006 [132] Mischler P L, Tingley M C, Hoffmann K. Compaction Roller for A Fiber Placement Machine, U.S. Patent 7810539, October 2010 [133] 王磊. 纱架与铺丝头一体化纤维铺放系统研究 [硕士学位论文], 哈尔滨工业大学, 中国, 2015.Wang Lei. Research on Integration Technique of Creels and Fiber Placment Head for Automated Fiber Placement Machine [Master thesis], Harbin Institute of Technology, China, 2015. [134] Liu F, Zhang W X, Shang J F, Yi M H, Wang S R, Ding X L. A planar underactuated compaction mechanism with self-adaptability for automated fiber placement heads. Aerospace, 2022, 9(10): Article No. 586 doi: 10.3390/aerospace9100586 [135] Saboukhi A. Designing and Implementing a Small-size Automated Fiber Placement (AFP) Head Capable of Depositing Thermoset Layers on V-shape Structures [Master thesis], Concordia University, Canada, 2023. [136] Li L N, Xu D, Wang X G, Tan M. A survey on path planning algorithms in robotic fibre placement. In: Proceedings of the 27th Chinese Control and Decision Conference (CCDC). Qingdao, China: IEEE, 2015. 4704−4709 [137] Rousseau G, Wehbe R, Halbritter J, Harik R. Automated fiber placement path planning: A state-of-the-art review. Computer-Aided Design & Applications, 2018, 16(2): 172−203 [138] Shinno N, Shigematsu T. Method for Controlling Tape Affixing Direction of Automatic Tape Affixing Apparatus, U.S. Patent 5041179, August 1991 [139] 尹书云. 自由型面自动铺丝线型规划约束研究 [硕士学位论文], 武汉理工大学, 中国, 2013.Yin Shu-Yun. Research on Constraint for Fibers Arrangement Pattern Planning in Auto Fiber Placement on Free-surface [Master thesis], Wuhan University of Technology, China, 2013. [140] Zhang J F, Xu D L, Wang Z H. Modeling approach for fiber placement routes on complex surface. Applied Mechanics and Materials, 2014, 686: 560−566 doi: 10.4028/www.scientific.net/AMM.686.560 [141] Xiao H, Han W, Tang W B, Duan Y G. An efficient and adaptable path planning algorithm for automated fiber placement based on meshing and multi guidelines. Materials, 2020, 13(18): Article No. 4209 doi: 10.3390/ma13184209 [142] Hély C, Birglen L, Xie W F. Feasibility study of robotic fibre placement on intersecting multi-axial revolution surfaces. Robotics and Computer-Integrated Manufacturing, 2017, 48: 73−79 doi: 10.1016/j.rcim.2017.02.005 [143] Qu W W, Gao J X, Yang D, He R M, Yang Q, Cheng L, et al. Automated fiber placement path generation method based on prospective analysis of path performance under multiple constraints. Composite Structures, 2021, 255: Article No. 112940 doi: 10.1016/j.compstruct.2020.112940 [144] 张鹏, 尹来容, 周振华, 黄龙. 基于近似测地线的分层次自动铺带轨迹规划方法. 机械工程学报, 2020, 56(23): 226−238 doi: 10.3901/JME.2020.23.226Zhang Peng, Yin Lai-Rong, Zhou Zhen-Hua, Huang Long. A multi-level trajectory planning method based on quasi-geodesic for automated tape placement. Journal of Mechanical Engineering, 2020, 56(23): 226−238 doi: 10.3901/JME.2020.23.226 [145] Punera D, Mukherjee P. Recent developments in manufacturing, mechanics, and design optimization of variable stiffness composites. Journal of Reinforced Plastics and Composites, 2022, 41(23−24): 917−945 doi: 10.1177/07316844221082999 [146] Parnas L, Oral S, Ceyhan Ü. Optimum design of composite structures with curved fiber courses. Composites Science and Technology, 2003, 63(7): 1071−1082 doi: 10.1016/S0266-3538(02)00312-3 [147] IJsselmuiden S T, Abdalla M M, Gurdal Z. Optimization of variable-stiffness panels for maximum buckling load using lamination parameters. AIAA Journal, 2010, 48(1): 134−143 doi: 10.2514/1.42490 [148] Blom A W, Tatting B F, Hol J M A M, Gürdal Z. Fiber path definitions for elastically tailored conical shells. Composites Part B: Engineering, 2009, 40(1): 77−84 doi: 10.1016/j.compositesb.2008.03.011 [149] 李玥华, 富宏亚, 韩振宇, 韩德东. 两类非可展曲面零件自动纤维铺放变角度轨迹规划算法. 计算机辅助设计与图形学学报, 2013, 25(10): 1523−1529Li Yue-Hua, Fu Hong-Ya, Han Zhen-Yu, Han De-Dong. Variable-angle trajectory planning algorithm for automated fiber placement of two non-developable surfaces. Journal of Computer-Aided Design & Computer Graphics, 2013, 25(10): 1523−1529 [150] 李玥华. 热塑性预浸丝变角度铺放及其轨迹规划的研究 [博士学位论文], 哈尔滨工业大学, 中国, 2013.Li Yue-Hua. Research on Thermoplastic Towpreg Variable Angle Placement and Trajectory Planning [Ph.D. dissertation], Harbin Institute of Technology, China, 2013. [151] Shirinzadeh B, Cassidy G, Oetomo D, Alici G, Ang Jr M H. Trajectory generation for open-contoured structures in robotic fibre placement. Robotics and Computer-Integrated Manufacturing, 2007, 23(4): 380−394 doi: 10.1016/j.rcim.2006.04.006 [152] Schueler K, Miller J, Hale R. Approximate geometric methods in application to the modeling of fiber placed composite structures. Journal of Computing and Information Science in Engineering, 2004, 4(3): 251−256 doi: 10.1115/1.1736685 [153] Zhu Y J, Yao K Z. Optimization path planning algorithm based on STL file reconstruction for automated fiber placement. In: Proceedings of the Chinese Intelligent Systems Conference. Singapore: Springer, 2019. 379−387 [154] Li L, Wang X G, Xu D, Tan M. A placement path planning algorithm based on meshed triangles for carbon fiber reinforce composite component with revolved shape. International Journal on Control Systems and Applications, 2014, 1(1): 23−32 [155] 王小平, 周宇, 刘付国. 三角网格面自动铺丝定角度路径规划算法. 南京航空航天大学学报, 2020, 52(3): 378−387Wang Xiao-Ping, Zhou Yu, Liu Fu-Guo. Fixed-angle method for automatic fiber placement on triangular mesh surface. Journal of Nanjing University of Aeronautics & Astronautics, 2020, 52(3): 378−387 [156] Bruyneel M, Zein S. A modified fast marching method for defining fiber placement trajectories over meshes. Computers & Structures, 2013, 125: 45−52 [157] 刘志强, 顾献安, 郭昊, 奚浩, 王明强, 李军利. 碳纤维螺旋桨自动铺放成形轨迹规划方法. 中国机械工程, 2020, 31(17): 2079−2084 doi: 10.3969/j.issn.1004-132X.2020.17.010Liu Zhi-Qiang, Gu Xian-An, Guo Hao, Xi Hao, Wang Ming-Qiang, Li Jun-Li. A trajectory planning method for automatic placement of carbon n fiber screw propellers. China Mechanical Engineering, 2020, 31(17): 2079−2084 doi: 10.3969/j.issn.1004-132X.2020.17.010 [158] 赵安安, 何大亮, 王晗, 郭俊刚, 柯映林. 复杂曲面上的自动铺放路径规划方法. 北京航空航天大学学报, 2022, 48(4): 595−601Zhao An-An, He Da-Liang, Wang Han, Guo Jun-Gang, Ke Ying-Lin. Automatic paving path planning method on complex surfaces. Journal of Beijing University of Aeronautics and Astronautics, 2022, 48(4): 595−601 [159] Yan L, Chen Z C, Shi Y Y, Mo R. An accurate approach to roller path generation for robotic fibre placement of free-form surface composites. Robotics and Computer-Integrated Manufacturing, 2014, 30(3): 277−286 doi: 10.1016/j.rcim.2013.10.007 [160] Wang P Y, Li Y, Wang X F, Xiao J. Research on fiber placement trajectory design algorithm for the free-form surface with given ply orientation information. Polymers and Polymer Composites, 2011, 19(2−3): 203−208 doi: 10.1177/0967391111019002-323 [161] Qu W W, He R M, Wang Q, Cheng L, Yang D, Gao J X, et al. Algorithms for constructing initial and offset path of automated fiber placement for complex double-curved surfaces. Applied Composite Materials, 2021, 28(3): 855−875 doi: 10.1007/s10443-021-09901-2 [162] Lu J R, Xu H J, Jiang Z H, Li K M, Hu J. Design of a composite truncated elliptical rotary shell based on variable-angle trajectories. Composite Structures, 2022, 294: Article No. 115772 doi: 10.1016/j.compstruct.2022.115772 [163] Scheirer N, Holland S D, Krishnamurthy A. Fiber layup generation on curved composite structures. Computer-Aided Design, 2021, 136: Article No. 103031 doi: 10.1016/j.cad.2021.103031 [164] Xu K, Hao X Z, Lin J M. Automated fibre placement path generation for complex surfaces via digital image deconvolution algorithm. Composites Part A: Applied Science and Manufacturing, 2022, 163: Article No. 107246 doi: 10.1016/j.compositesa.2022.107246 [165] Wang K, Wang X P, Gan J Q, Jiang S K. A general method of trajectory generation based on point-cloud structures in automatic fibre placement. Composite Structures, 2023, 314: Article No. 116976 doi: 10.1016/j.compstruct.2023.116976 [166] 张洋, 钟翔屿, 包建文. 先进树脂基复合材料自动丝束铺放技术研究现状及发展方向. 航空制造技术, 2013, 56(23): 131−136 doi: 10.3969/j.issn.1671-833X.2013.23.026Zhang Yang, Zhong Xiang-Yu, Bao Jian-Wen. Research status and future trend of automated fiber placement technology for advanced polymer matrix composites. Aeronautical Manufacturing Technology, 2013, 56(23): 131−136 doi: 10.3969/j.issn.1671-833X.2013.23.026 [167] Oromiehie E, Prusty B G, Compston P, Rajan G. The influence of consolidation force on the performance of AFP manufactured laminates. In: Proceedings of the 21st International Conference on Composite Materials. Xi'an, China: Chinese Society for Composite Materials, 2017. 1−11 [168] 徐志明. 复合材料自动铺放技术的研究进展及其工艺特点分析. 电气自动化, 2018, 40(1): 88−91Xu Zhi-Ming. Research progress of automatic placement of composite materials and analysis of its technological characters. Electrical Automation, 2018, 40(1): 88−91 [169] Khan M A, Mitschang P, Schledjewski R. Parametric study on processing parameters and resulting part quality through thermoplastic tape placement process. Journal of Composite Materials, 2013, 47(4): 485−499 doi: 10.1177/0021998312441810 [170] 刘林, 文立伟, 李勇, 肖军. 基于PMAC随动控制模式下自动铺带切割的研究. 宇航材料工艺, 2007, 37(5): 46−49 doi: 10.3969/j.issn.1007-2330.2007.05.012Liu Lin, Wen Li-Wei, Li Yong, Xiao Jun. Research on tape-cutting for automated tape laying based on tracking control mode of PMAC. Aerospace Materials & Technology, 2007, 37(5): 46−49 doi: 10.3969/j.issn.1007-2330.2007.05.012 [171] Gao J C, Pashkevich A, Caro S. Optimization of the robot and positioner motion in a redundant fiber placement workcell. Mechanism and Machine Theory, 2017, 114: 170−189 doi: 10.1016/j.mechmachtheory.2017.04.009 [172] FarzanehKaloorazi M, Bonev I A, Birglen L. Simultaneous path placement and trajectory planning optimization for a redundant coordinated robotic workcell. Mechanism and Machine Theory, 2018, 130: 346−362 doi: 10.1016/j.mechmachtheory.2018.08.022 [173] Zhang X M, Xie W F, Hoa S V. Semi-offline trajectory synchronized algorithm of the cooperative automated fiber placement system. Robotics and Computer-Integrated Manufacturing, 2018, 51: 53−62 doi: 10.1016/j.rcim.2017.11.015 [174] Hassan M, Liu D K, Xu D L. A two-stage approach to collaborative fiber placement through coordination of multiple autonomous industrial robots. Journal of Intelligent & Robotic Systems, 2019, 95: 915−933 [175] He K, Nie H P, Yan C. The intelligent composite panels manufacturing technology based on tape-laying automatic system. Procedia CIRP, 2016, 56: 610−613 doi: 10.1016/j.procir.2016.10.120 [176] Yao Y X. Adaptive Position/Force Control and Calibration of Robotic Manipulators as Applied to Automated Composite Tape-laying [Ph.D. dissertation], The University of Wisconsin-Madison, USA, 1988. [177] Jiang J X, He Y X, Wang H, Ke Y L. Modeling and experimental validation of compaction pressure distribution for automated fiber placement. Composite Structures, 2021, 256: Article No. 113101 doi: 10.1016/j.compstruct.2020.113101 [178] Shirinzadeh B, Hui Tan B, Tronche D. Planning and simulation for robotic fibre placement. In: Proceedings of the 30th International Symposium on Robotics. Tokyo, Japan: International Federation of Robotics, 1999. 161−168 [179] 朱珮旗, 樊红日, 钱波. 复合材料自动铺丝软件技术研究与应用综述. 软件工程与应用, 2022, 11(6): 1521−1533 doi: 10.12677/SEA.2022.116157Zhu Pei-Qi, Fan Hong-Ri, Qian Bo. Review of research and application about composite automated fibre placement software technology. Software Engineering and Applications, 2022, 11(6): 1521−1533 doi: 10.12677/SEA.2022.116157 [180] Shirinzadeh B, Alici G, Foong C W, Cassidy G. Fabrication process of open surfaces by robotic fibre placement. Robotics and Computer-Integrated Manufacturing, 2004, 20(1): 17−28 doi: 10.1016/S0736-5845(03)00050-4 [181] Shirinzadeh B, Wei Foong C, Hui Tan B. Robotic fibre placement process planning and control. Assembly Automation, 2000, 20(4): 313−320 doi: 10.1108/01445150010353242 [182] Druiff P P, Ma K, Visrolia A, Arruda M, Palardy-Sim M, Bolduc S, et al. A smart interface for machine learning based data-driven automated fibre placement. In: Proceedings of the Composites and Advanced Materials Expo. Dallas, USA: 2021. [183] Wanigasekara C, Oromiehie E, Swain A, Prusty B G, Nguang S K. Machine learning-based inverse predictive model for AFP based thermoplastic composites. Journal of Industrial Information Integration, 2021, 22: Article No. 100197 doi: 10.1016/j.jii.2020.100197 [184] Zimmerling C, Poppe C, Stein O, Kärger L. Optimisation of manufacturing process parameters for variable component geometries using reinforcement learning. Materials & Design, 2022, 214: Article No. 110423 [185] Croft K, Lessard L, Pasini D, Hojjati M, Chen J H, Yousefpour A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Composites Part A: Applied Science and Manufacturing, 2011, 42(5): 484−491 doi: 10.1016/j.compositesa.2011.01.007 [186] Halbritter A, Harper R. Big parts demand big changes to the fiber placement status quo. In: Proceedings of the SME Composites Manufacturing. Mesa, USA: 2012. [187] Juarez P D, Gregory E D. In situ thermal inspection of automated fiber placement for manufacturing induced defects. Composites Part B: Engineering, 2021, 220 : Article No. 109002 [188] Harik R, Saidy C, Williams S J, Gurdal Z, Grimsley B. Automated fiber placement defect identity cards: Cause, anticipation, existence, significance, and progression. In: Proceedings of the SAMPE 2018 Technical Conference and Exhibition. Long Beach, USA: SAMPE, 2018. [189] Shadmehri F, Ioachim O, Pahud O, Brunel J E, Landry A, Hoa S V, et al. Laser-vision inspection system for automated fiber placement (AFP) process. In: Proceedings of the 20th International Conference on Composite Materials. Copenhagen, Denmark: Aalborg University, 2015. [190] Rudberg T, Cemenska J. Incorporation of laser projectors in machine cell controller reduces ply boundary inspection time, on-part course identification and part probing. SAE International Journal of Aerospace, 2012, 5(1): 74−78 doi: 10.4271/2012-01-1886 [191] Rudberg T, Nielson J, Henscheid M, Cemenska J. Improving AFP cell performance. SAE International Journal of Aerospace, 2014, 7(2): 317−321 doi: 10.4271/2014-01-2272 [192] Juarez P D, Cramer K E, Seebo J P. Advances in in situ inspection of automated fiber placement systems. In: Proceedings of the SPIE 9861, Thermosense: Thermal Infrared Applications XXXVIII. Baltimore, USA: SPIE, 2016. Article No. 986109 [193] Denkena B, Schmidt C, Völtzer K, Hocke T. Thermographic online monitoring system for automated fiber placement processes. Composites Part B: Engineering, 2016, 97: 239−243 doi: 10.1016/j.compositesb.2016.04.076 [194] Yadav N, Oswald-Tranta B, Gürocak M, Galic A, Adam R, Schledjewski R. In-line and off-line NDT defect monitoring for thermoplastic automated tape layup. NDT & E International, 2023, 137: Article No. 102839 [195] Chen H Z, Zhang Z J, Yin W L, Wang Q, Li Y F, Zhao C Y. Surface defect characterization and depth identification of CFRP material by laser line scanning. NDT & E International, 2022, 130: Article No. 102657 [196] Cemenska J, Rudberg T, Henscheid M. Automated in-process inspection system for AFP machines. SAE International Journal of Aerospace, 2015, 8(2): 303−309 doi: 10.4271/2015-01-2608 [197] 马少博. 复合材料自动铺放过程表层缺陷检测与识别方法研究 [硕士学位论文], 南京航空航天大学, 中国, 2020.Ma Shao-Bo. Surface Defect Inspection Technology of Automated Fiber Placement Manufacturing Process [Master thesis], Nanjing University of Aeronautics and Astronautics, China, 2020. [198] Tang Y P, Wang Q, Wang H, Li J X, Ke Y L. A novel 3D laser scanning defect detection and measurement approach for automated fibre placement. Measurement Science and Technology, 2021, 32(7): Article No. 075201 [199] Tang Y P, Wang Q, Cheng L, Li J X, Ke Y L. An in-process inspection method integrating deep learning and classical algorithm for automated fiber placement. Composite Structures, 2022, 300: Article No. 116051 doi: 10.1016/j.compstruct.2022.116051 [200] Nguyen D H, Sun X C, Tretiak I, Valverde M A, Kratz J. Automatic process control of an automated fibre placement machine. Composites Part A: Applied Science and Manufacturing, 2023, 168: Article No. 107465 doi: 10.1016/j.compositesa.2023.107465 [201] Tao Y C, Jia S H, Duan Y G, Zhang X H. An online detection method for composite fibre tow placement accuracy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2016, 230(9): 1614−1621 doi: 10.1177/0954405416640189 [202] Chen M J, Jiang M, Liu X L, Wu B L. Intelligent inspection system based on infrared vision for automated fiber placement. In: Proceedings of the IEEE International Conference on Mechatronics and Automation (ICMA). Changchun, China: IEEE, 2018. 918−923 [203] 蔡志强. 基于图像处理的纤维铺放缺陷检测研究 [硕士学位论文], 南京航空航天大学, 中国, 2017.Cai Zhi-Qiang. Research on Defect Detection Based on Image Processing for AFP [Master thesis], Nanjing University of Aeronautics and Astronautics, China, 2017. [204] Sacco C, Radwan A B, Harik R, Van Tooren M. Automated fiber placement defects: Automated inspection and characterization. In: Proceedings of the SAMPE 2018 Technical Conference and Exhibition. Long Beach, USA: SAMPE, 2018. [205] Sacco C. Machine Learning Methods for Rapid Inspection of Automated Fiber Placement Manufactured Composite Structures [Master thesis], University of South Carolina, USA, 2019. [206] Zambal S, Heindl C, Eitzinger C, Scharinger J. End-to-end defect detection in automated fiber placement based on Artificially generated data. In: Proceedings of the SPIE 11172, Fourteenth International Conference on Quality Control by Artificial Vision. Mulhouse, France: SPIE, 2019. 371−378 [207] Meister S, Möller N, Stüve J, Groves R M. Synthetic image data augmentation for fibre layup inspection processes: Techniques to enhance the data set. Journal of Intelligent Manufacturing, 2021, 32(6): 1767−1789 doi: 10.1007/s10845-021-01738-7 [208] Manyar O M, Cheng J Y, Levine R, Krishnan V, Barbič J, Gupta S K. Physics informed synthetic image generation for deep learning-based detection of wrinkles and folds. Journal of Computing and Information Science in Engineering, 2023, 23(3): Article No. 030903 [209] Szarski M, Chauhan S. An unsupervised defect detection model for a dry carbon fiber textile. Journal of Intelligent Manufacturing, 2022, 33(7): 2075−2092 doi: 10.1007/s10845-022-01964-7 [210] Schmidt C, Hocke T, Denkena B. Artificial intelligence for non-destructive testing of CFRP prepreg materials. Production Engineering, 2019, 13(5): 617−626 doi: 10.1007/s11740-019-00913-3 [211] Zhang Y D, Wang W, Liu Q, Guo Z H, Ji Y C. Research on defect detection in automated fiber placement processes based on a multi-scale detector. Electronics, 2022, 11(22): Article No. 3757 doi: 10.3390/electronics11223757 [212] 柯岩, 傅云, 周玮珠, 朱伟东. 基于Transformer的复合材料多源图像实例分割网络. 红外与激光工程, 2023, 52(2): Article No. 20220338Ke Yan, Fu Yun, Zhou Wei-Zhu, Zhu Wei-Dong. Transformer-based multi-source images instance segmentation network for composite materials. Infrared and Laser Engineering, 2023, 52(2): Article No. 20220338 [213] Rath J E, Graupner R, Schüppstuhl T. Processing strategies for dieless forming of fiber-reinforced plastic composites. Machines, 2023, 11(3): Article No. 365 doi: 10.3390/machines11030365 [214] Priyadharshini M, Balaji D, Bhuvaneswari V, Rajeshkumar L, Sanjay M R, Siengchin S. Fiber reinforced composite manufacturing with the aid of artificial intelligence——A state-of-the-art review. Archives of Computational Methods in Engineering, 2022, 29(7): 5511−5524 doi: 10.1007/s11831-022-09775-y [215] Yadav N, Schledjewski R. Review of in-process defect monitoring for automated tape laying. Composites Part A: Applied Science and Manufacturing, 2023, 173: Article No. 107654 doi: 10.1016/j.compositesa.2023.107654 [216] Cong Y, Tian D Y, Feng Y, Fan B J, Yu H B. Speedup 3-D texture-less object recognition against self-occlusion for intelligent manufacturing. IEEE Transactions on Cybernetics, 2019, 49(11): 3887−3897 doi: 10.1109/TCYB.2018.2851666 [217] Manyar O M, Kanyuck A, Deshkulkarni B, Gupta S K. Visual servo based trajectory planning for fast and accurate sheet pick and place operations. In: Proceedings of the ASME 17th International Manufacturing Science and Engineering Conference. West Lafayette, USA: ASME, 2022. Article No. V001T04A019 [218] Döbrich O, Brauner C. Machine vision system for digital twin modeling of composite structures. Frontiers in Materials, 2023, 10: Article No. 1154655 doi: 10.3389/fmats.2023.1154655 [219] Glück R, Korber M. Automated control and simulation of dynamic robot teams in the domain of CFK production. arXiv: 2210.11213, 2022. [220] Manyar O M, McNulty Z, Nikolaidis S, Gupta S K. Inverse reinforcement learning framework for transferring task sequencing policies from humans to robots in manufacturing applications. In: Proceedings of the IEEE International Conference on Robotics and Automation (ICRA). London, UK: IEEE, 2023. 849−856 [221] Si W Y, Wang N, Li Q C, Yang C G. A framework for composite layup skill learning and generalizing through teleoperation. Frontiers in Neurorobotics, 2022, 16: Article No. 840240 doi: 10.3389/fnbot.2022.840240 期刊类型引用(0)
其他类型引用(2)
-


 下载:
下载:





计量
- 文章访问数: 806
- HTML全文浏览量: 705
- PDF下载量: 381
- 被引次数: 2
