

-
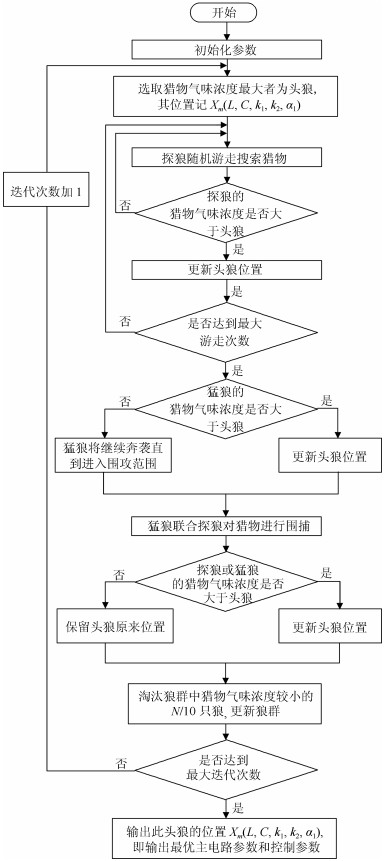
摘要: 针对以Buck-boost矩阵变换器(BBMC)为功率变换器的异步电机调速系统, 提出一种基于有限时间控制(FTC)的变频调速控制方法.首先根据异步电机的给定转速, 经基于PI-IP控制的矢量控制算法获得BBMC的参考输出电压; 再以BBMC中电容电压与电感电流作为系统控制变量, 经有限时间控制算法得到BBMC中对应功率开关的占空比; 再根据该占空比对BBMC中对应功率开关实施控制, 即可在BBMC输出端获得与其参考输出一致的输出电压, 从而实现异步电机实际转速对其给定转速的准确跟踪, 达到对异步电机转速进行准确控制的目的; 同时采用自适应狼群优化算法对BBMC主电路参数及基于有限时间的控制参数进行优化, 取得了满意的效果.最后通过仿真和实验对上述控制方法进行了验证.
-
关键词:
- Buck-boost矩阵变换器 /
- 异步电机调速系统 /
- PI-IP控制 /
- 有限时间控制 /
- 参数优化
Abstract: Aiming at the asynchronous motor speed control system with the buck-boost matrix converter (BBMC) as power converter, a frequency conversion speed control method based on the finite time control is proposed. Firstly, according to the given speed of the asynchronous motor, the given voltage of the asynchronous motor is obtained by the vector control algorithm based on PI-IP, and the given voltage is used as the reference output voltage of the BBMC. Then the capacitive voltage and inductance current in BBMC are taken as the system control variables, and the duty cycle of the corresponding power switch in BBMC is obtained by the finite time control algorithm, and then the corresponding power in BBMC is turned on according to the duty cycle. The output voltage which is consistent with its reference output can be obtained at the output end of BBMC, so that the accurate tracking of the actual speed of asynchronous motor to its given speed can be realized, and the purpose of accurate control of the speed of asynchronous motor can be achieved. Finally, the control method is verified by simulation and experiment.-
Key words:
- Buck-boost matrix converter /
- asynchronous motor speed control system /
- PI-IP control /
- finite time control /
- parameter optimization
1) 本文责任编委 梅生伟 -
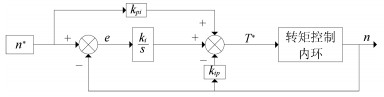
图 2 基于PI-IP控制的转速控制外环原理框图
Fig. 2 Speed control loop based on PI–IP control principle diagram
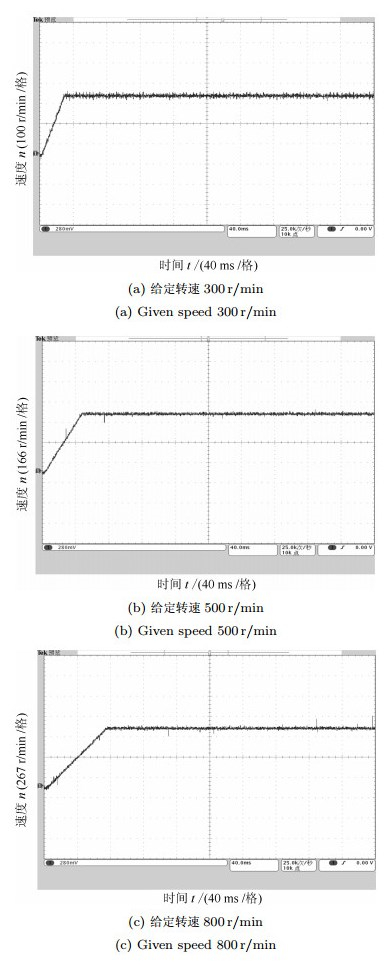
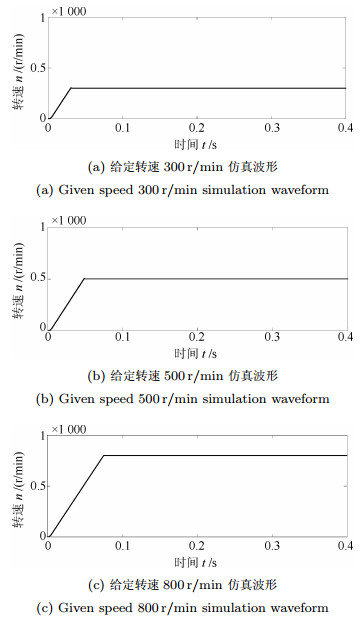
图 9 三种给定转速对应的电机稳态转速波形
Fig. 9 Steady speed waveform of motor corresponding to three kinds of given rotational speed

图 10 给定转速突变时对应的实验波形
Fig. 10 Experimental waveforms corresponding to sudden changes in a given rotational speed
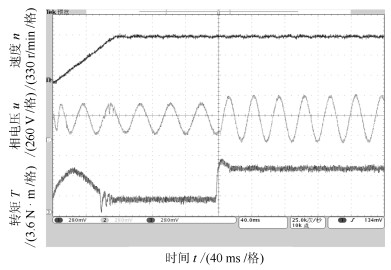
图 11 负载发生突变时对应的实验波形
Fig. 11 Experimental waveforms corresponding to sudden changes in load
表 1 电机稳态运行的仿真结果
Table 1 Motor steady-state operation simulation results
给定转速(r/min) 实际转速(r/min) 相对误差(%) 300 299.7 0.10 500 499.6 0.08 800 799.1 0.11  下载: 导出CSV
下载: 导出CSV
表 2 电机稳态运行实验结果
Table 2 Motor steady state operation test results
给定转速(r/min) 实际转速(r/min) 相对误差(%) 300 297.8 0.70 500 496.8 0.64 800 794.1 0.74
下载: 导出CSV
-
[1] 张小平, 朱建林, 唐华平, 等.一种新型Buck-Boost矩阵变换器.信息与控制, 2008, 37(1): 40-45 doi: 10.3969/j.issn.1002-0411.2008.01.006Zhang Xiao-Ping, Zhu Jian-Lin, Tang Hua-Ping, et al. A novel Buck-Boost matrix converter. Information and Control, 2008, 37(1): 40-45 doi: 10.3969/j.issn.1002-0411.2008.01.006 [2] 皇甫宜耿, 吴宇, 马瑞卿.一种鲁棒无抖颤滑模控制的Buck-boost变换器.西北工业大学学报, 2014, 32(2): 285-289 doi: 10.3969/j.issn.1000-2758.2014.02.024Huangfu Yi-Geng, Wu Yu, Ma Rui-Qing. A buck-boost converter with robust sliding mode control. Journal of Northwestern Polytechnical University, 2014, 32(2): 285-289 doi: 10.3969/j.issn.1000-2758.2014.02.024 [3] Xu Q. Adaptive discrete-time sliding mode impedance control of a piezoelectric microgripper. IEEE Transactions on Robotics, 2013, 29(3): 663-673 doi: 10.1109/TRO.2013.2239554 [4] 龚臣, 谢运祥, 邓衍平, 等.基于Buck-boost逆变器的离散滑模控制仿真研究.通信电源技术, 2005, 22(2): 9-13 doi: 10.3969/j.issn.1009-3664.2005.02.003Gong Chen, Xie Yun-Xiang, Deng Yan-Ping, et al. Simulation of discrete sliding mode control based on buck-boost inverter. Telecom Power Technology, 2005, 22(2): 9-13 doi: 10.3969/j.issn.1009-3664.2005.02.003 [5] 张小平, 朱建林, 唐华平, 等.基于离散滑模控制的新型Buck-Boost矩阵变换器.高技术通讯, 2008, 18(2): 179-183 http://d.old.wanfangdata.com.cn/Periodical/gjstx98200802014Zhang Xiao-Ping, Zhu Jian-Lin, Tang Hua-Ping, et al. A novel Buck-Boost matrix converter based on discrete sliding mode Control. Chinese High Technology Letters, 2008, 18(2): 179-183 http://d.old.wanfangdata.com.cn/Periodical/gjstx98200802014 [6] 岳舟.离散滑模控制的Buck-Boost光伏逆变器研究.太阳能学报, 2013, 34(2): 233-238 doi: 10.3969/j.issn.0254-0096.2013.02.010Zhou Yue. Research on Buck-Boost photovoltaic inverter with discrete sliding mode control. Acta Energiae Solaris Sinica, 2013, 34(2): 233-238 doi: 10.3969/j.issn.0254-0096.2013.02.010 [7] 张小平, 朱建林, 唐华平, 等.新型Buck-Boost矩阵变换器的双闭环控制策略.控制理论与应用, 2009, 26(2): 203-208 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy200902018Zhang Xiao-Ping, Zhu Jian-Lin, Tang Hua-Ping, et al. Double closed-loop control strategy for a new Buck-Boost matrix converter. Control Theory & Applications, 2009, 26(2): 203-208 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy200902018 [8] 江法洋, 郑丽君, 宋建成, 等. LCL型并网逆变器重复双闭环控制方法.中国电机工程学报, 2017, 37(10): 2944-2954 http://www.cnki.com.cn/Article/CJFDTotal-ZGDC201710023.htmJiang Fa-Yang, Zheng Li-Jun, Song Jian-Cheng, et al. Repeated double closed loop control method for LCL grid-connected inverter. Proceedings of the CSEE, 2017, 37(10): 2944-2954 http://www.cnki.com.cn/Article/CJFDTotal-ZGDC201710023.htm [9] 梁鼎, 张小平.新型Buck-Boost矩阵变换器的自抗扰控制策略.仪表技术与传感器, 2013, (4): 77-80 doi: 10.3969/j.issn.1002-1841.2013.04.025Liang Ding, Zhang Xiao-Ping. Active disturbance rejection control strategy for a novel Buck-Boost matrix converter. nstrument Technology and Sensors, 2013, (4): 77-80 doi: 10.3969/j.issn.1002-1841.2013.04.025 [10] 张小平, 唐水平, 周兰, 等. Buck-boost矩阵变换器的复合控制策略.电子测量与仪器学报, 2016, 30(6): 931-936 http://d.old.wanfangdata.com.cn/Periodical/dzclyyqxb201606014Zhang Xiao-Ping, Tang Fang, Zhou Lan, et al. Composite control strategy for buck-boost matrix converters. Journal of Electronic Measurement and Instrument, 2016, 30(6): 931-936 http://d.old.wanfangdata.com.cn/Periodical/dzclyyqxb201606014 [11] 杨晨, 程盈盈, 都海波, 等. Buck型变换器自适应有限时间降压控制算法研究.自动化学报, 2016, 42(2): 315-320 doi: 10.16383/j.aas.2016.c150446Yang Chen, Cheng Ying-Ying, Du Hai-Bo, et al. An adaptive finite-time control algorithm for buck converter systems. Acta Automatica Sinica, 2016, 42(2): 315-320 doi: 10.16383/j.aas.2016.c150446 [12] 张春燕, 戚国庆, 李银伢, 等.一种基于有限时间稳定的环绕控制器设计.自动化学报, 2018, 44(11): 138-149 doi: 10.16383/j.aas.2017.c160798Zhang Chun-Yan, Qi Guo-Qing, Li Yin-Ya, et al. Standoff tracking control with respect to moving target via finite-time stabilization. Acta Automatica Sinica, 2018, 44(11): 138-149 doi: 10.16383/j.aas.2017.c160798 [13] 文传博, 邓露, 吴兰.基于滑模观测器和广义观测器的故障估计方法.自动化学报, 2018, 44(9): 164-171 doi: 10.16383/j.aas.2017.c160730Wen Chuan-Bo, Deng Lu, Wu Lan. Fault estimation approaches with sliding mode observer and descriptor observer. Acta Automatica Sinica, 2018, 44(9): 164-171 doi: 10.16383/j.aas.2017.c160730 [14] Haimo V T. Finite time controllers. SIAM Journal on Control & Optimization, 1986, 24(4): 760-770 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy200911007 [15] 孙振兴, 李世华, 张兴华.基于扩张状态观测器和有限时间控制的感应电机直接转矩控制.控制理论与应用, 2014(6): 748-756 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy201406010Sun Zhen-Xing, Li Shi-Hua, Zhang Xing-Hua. Direct torque control of induction motor eased on extended state observer and finite time control. Control Theory & Applications, 2014(6): 748-756 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy201406010 [16] Wang J, Li S, Yang J, et al. Finite-time disturbance observer based non-singular terminal sliding-mode control for pulse width modulation based DC-DC buck converters with mismatched load disturbances. IET Power Electronics, 2016, 9(9): 1995-2002 doi: 10.1049/iet-pel.2015.0178 [17] Rabiaa O, Mouna B H, Mehdi D, et al. Scalar speed control of dual three phase induction motor using PI and IP controllers. In: Proceedings of the 2017 International Conference on Green Energy Conversion Systems, Hammamet, Tunisia, 2017: 1-6 [18] Yang M, Tang S, Xu D. Comments on antiwindup strategy for pi-type speed controller. IEEE Transactions on Industrial Electronics, 2015, 62(2): 1329-1332 doi: 10.1109/TIE.2014.2363626 -

 下载:
下载:



计量
- 文章访问数: 1948
- HTML全文浏览量: 506
- PDF下载量: 123
- 被引次数: 0
