

On Stability Condition of Linear Active Disturbance Rejection Control for Second-order Systems
-
摘要: 研究了线性自抗扰控制(Linear active disturbance rejection control, LADRC)抑制内扰的机理.针对无外扰的二阶线性系统, 给出了线性自抗扰控制的一个稳定性充要条件.使用该条件证明了实践中广泛应用的带宽法可以克服对象的参数不确定性, 找到合适的观测器带宽保证自抗扰控制稳定.Abstract: The mechanism for linear active disturbance rejection control (LADRC) to reject internal disturbance is investigated.For the linear second-order systems without external disturbance, a sufficient and necessary stability condition of LADRC is given.With the condition, it is proved that the bandwidth method widely used in practice can overcome plant parametric uncertainty and find a suitable observer bandwidth to guarantee the stability of LADRC.1) 本文责任编委 季海波
-
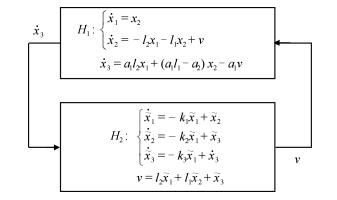
图 1 LADRC的反馈互联结构, 其中子系统用状态空间形式
Fig. 1 Feedback interconnection structure of LADRC, in which subsystems are described in state space
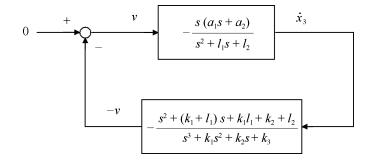
图 2 LADRC的反馈互联结构, 其中子系统用传递函数形式
Fig. 2 Feedback interconnection structure of LADRC, in which subsystems are described with transfer functions
-
[1] 韩京清.自抗扰控制器及其应用.控制与决策, 1998, 13 (1):19-23 doi: 10.3321/j.issn:1001-0920.1998.01.005Han Jing-Qing.Auto-disturbance-rejection controller and its applications.Control and Decision, 1998, 13 (1):19-23 doi: 10.3321/j.issn:1001-0920.1998.01.005 [2] 韩京清.自抗扰控制技术-估计补偿不确定因素的控制技术.北京:国防工业出版社, 2008.Han Jing-Qing.Active Disturbance Rejection Control Technique-the Technique for Estimating and Compensating the Uncertainties.Beijing:National Defense Industry Press, 2008. [3] Han J Q.From PID to active disturbance rejection control.IEEE Transactions on Industrial Electronics, 2009, 56 (3):900-906 doi: 10.1109/TIE.2008.2011621 [4] Gao Z Q.Scaling and bandwidth-parameterization based controller tuning.In:Proceedings of the 2003 American Control Conference.Denver, Colorado, USA:IEEE, 2003.4989-4996 [5] Huang Y, Xue W C.Active disturbance rejection control:methodology and theoretical analysis.ISA Transactions, 2014, 53 (4):963-976 doi: 10.1016/j.isatra.2014.03.003 [6] Madoński R, Herman P.Survey on methods of increasing the efficiency of extended state disturbance observers.ISA Transactions, 2015, 56:18-27 doi: 10.1016/j.isatra.2014.11.008 [7] Chen W H, Yang J, Guo L, Li S H.Disturbance-observer-based control and related methods-an overview.IEEE Transactions on Industrial Electronics, 2016, 63 (2):1083-1095 doi: 10.1109/TIE.2015.2478397 [8] 李杰, 齐晓慧, 万慧, 夏元清.自抗扰控制:研究成果总结与展望.控制理论与应用, 2017, 34 (3):281-295 http://d.old.wanfangdata.com.cn/Periodical/djykzxb201802008Li Jie, Qi Xiao-Hui, Wan Hui, Xia Yuan-Qing.Active disturbance rejection control:theoretical results summary and future researches.Control Theory & Applications, 2017, 34 (3):281-295 http://d.old.wanfangdata.com.cn/Periodical/djykzxb201802008 [9] Tian G, Gao Z Q.Frequency response analysis of active disturbance rejection based control system.In:Proceedings of the 16th IEEE International Conference on Control Applications.Singapore:IEEE, 2007.1595-1599 [10] Csank J, Gao Z Q.Uncertainty reduction through active disturbance rejection.In:Proceedings of the 2008 American Control Conference.Seattle, Washington, USA:IEEE, 2008.3689-3694 [11] 袁东, 马晓军, 曾庆含, 邱晓波.二阶系统线性自抗扰控制器频带特性与参数配置研究.控制理论与应用, 2013, 30 (12):1630-1640 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy201312021Yuan Dong, Ma Xiao-Jun, Zeng Qing-Han, Qiu Xiao-Bo.Research on frequency-band characteristics and parameters configuration of linear active disturbance rejection control for second-order systems.Control Theory & Applications, 2013, 30 (12):1630-1640 http://d.old.wanfangdata.com.cn/Periodical/kzllyyy201312021 [12] 李杰, 齐晓慧, 夏元清, 高志强.线性/非线性自抗扰切换控制方法研究.自动化学报, 2016, 42 (2):202-212 http://www.aas.net.cn/CN/abstract/abstract18810.shtmlLi Jie, Qi Xiao-Hui, Xia Yuan-Qing, Gao Zhi-Qiang.On linear/nonlinear active disturbance rejection switching control.Acta Automatica Sinica, 2016, 42 (2):202-212 http://www.aas.net.cn/CN/abstract/abstract18810.shtml [13] 陈增强, 孙明玮, 杨瑞光.线性自抗扰控制器的稳定性研究.自动化学报, 2013, 39 (5):574-580 http://www.aas.net.cn/CN/abstract/abstract17868.shtmlChen Zeng-Qiang, Sun Ming-Wei, Yang Rui-Guang.On the stability of linear active disturbance rejection control.Acta Automatica Sinica, 2013, 39 (5):574-580 http://www.aas.net.cn/CN/abstract/abstract17868.shtml [14] Jin H, Liu L, Lan W, Zeng J.On stability and robustness of linear active disturbance rejection control:a small gain theorem approach.In:Proceedings of the 36th Chinese Control Conference.Dalian, China:IEEE, 2017.3242-3247 -

 下载:
下载:

图(4)
计量
- 文章访问数: 2806
- HTML全文浏览量: 700
- PDF下载量: 1030
- 被引次数: 0
