

Comprehensive Fault Diagnosis of Shaft Furnace Roasting Processes Using Simplified Concurrent Projection to Latent Structures
-
摘要: 竖炉焙烧过程因运行条件异常变化或操作不当会造成上火、冒火、过还原和欠还原等运行故障.这些故障直接影响过程运行安全和产品质量(比如,磁选管回收率),但难以采用基于模型和基于知识的方法建模故障与产品质量的关系,以及诊断故障变量.针对上述问题,本文提出数据驱动的基于并发潜结构映射(Concurrent projection to latent structures,CPLS)的竖炉焙烧过程综合故障诊断方法.首先,将并发潜结构映射分解的过程变量共有子空间与残差空间精简合并来建立磁选管回收率相关的过程变化空间,提出基于精简并发潜结构映射模型的竖炉焙烧过程综合监控方法;接下来,定义相应的重构贡献图并与竖炉焙烧过程相结合,提出CPLS精简重构贡献方法用于竖炉焙烧过程故障变量诊断;最后,利用竖炉焙烧过程半实物仿真平台采集的数据进行实验研究,结果表明所提方法不仅可以诊断出质量相关的故障,而且可诊断出回路设定值之外的故障变量.Abstract: Operational faults of shaft furnace roasting processes can appear when operational conditions change abnormally or operators do not react properly or timely. Typical operational faults, including fire-emitting, flame-out, under-reduction and over-reduction, are highly related to process safety and product quality, e.g., magnetic tube recovery rate (MTRR). Fault diagnosis of shaft furnace roasting processes deserves more attentions. However, it is difficult to apply model-based or knowledge-based fault diagnosis methods. In particular, it is difficult to model the relations between fault and product quality. In this paper data-driven concurrent projection to latent structures (CPLS) based fault diagnosis is developed for shaft furnace roasting processes. First, a CPLS based comprehensive monitoring method for shaft furnace roasting processes is proposed by combining co-variation and residual of process spaces of concurrent projection to latent structures into a simplified MTRR-relevant process-variation space. Secondly, a corresponding simplified reconstruction-based contribution method is proposed and used to pinpoint the faulty variable. Finally, the proposed methods are verified using the data collected from a hardware-in-loop simulation platform. The results demonstrate that the quality-relevant faults as well as faulty variables are successfully diagnosed.
-
近些年来, 由于多智能体协同控制在编队控制[1]、机器人网络[2]、群集行为[3]、移动传感器[4-5]等方面的广泛应用, 多智能体系统的协同控制问题受到了众多研究者的广泛关注.一致性问题是多智能体系统协同控制领域的一个关键问题, 其目的是通过与邻居之间的信息交换, 使所有智能体的状态达成一致.迄今为止, 对多智能体一致性的研究也已取得了丰硕的成果, 根据多智能体的动力学模型分类, 主要可以将其分为以下4种情形:一阶[6-9]、二阶[10-13]、三阶[14-15]、高阶[16-18].
在实际应用中, 由于CPU处理速度和内存容量的限制, 智能体不能频繁地进行控制以及与其邻居交换信息.因此, 事件触发控制策略作为减少控制次数和通信负载的有效途径, 受到了越来越多的关注.到目前为止, 对事件触发控制机制的研究也取得了很多成果[19-23].Xiao等[19]基于事件触发控制策略, 解决了带有领航者的离散多智能体系统的跟踪问题.通过利用状态测量误差并且基于二阶离散多智能体系统动力学模型, Zhu等[20]提出了一种自触发的控制策略, 该策略使得所有智能体的状态均达到一致. Huang等[21]研究了基于事件触发策略的Lur$'$e网络的跟踪问题.针对不同的领航者-跟随者系统, Xu等[22]提出了3种不同类型的事件触发控制器, 包含分簇式控制器、集中式控制器和分布式控制器, 以此来解决对应的一致性问题.然而, 大多数现有的事件触发一致性成果集中于考虑一阶多智能体系统和二阶多智能体系统, 很少有成果研究三阶多智能体系统的事件触发控制问题, 特别是对于三阶离散多智能体系统, 成果更是少之又少.所以, 设计相应的事件触发控制协议来解决三阶离散多智能体系统的一致性问题已变得尤为重要.
本文研究了基于事件触发控制机制的三阶离散多智能体系统的一致性问题, 文章主要有以下三点贡献:
1) 利用位置、速度和加速度三者的测量误差, 设计了一种新颖的事件触发控制机制.
2) 利用不等式技巧, 分析得到了保证智能体渐近收敛到一致状态的充分条件.与现有的事件触发文献[19-22]不同的是, 所得的一致性条件与通信拓扑的Laplacian矩阵特征值和系统的耦合强度有关.
3) 给出了排除类Zeno行为的参数条件, 进而使得事件触发控制器不会每个迭代时刻都更新.
1. 预备知识
1.1 代数图论
智能体间的通信拓扑结构用一个有向加权图来表示, 记为.其中, $\vartheta = \left\{ {1, 2, \cdots, n} \right\}$表示顶点集, $\varsigma\subseteq\vartheta\times\vartheta$表示边集, 称作邻接矩阵, ${a_{ij}}$表示边$\left({j, i} \right) \in \varsigma $的权值.当$\left({j, i} \right) \in \varsigma $时, 有${a_{ij}} > 0$; 否则, 有${a_{ij}} = 0$. ${a_{ij}} > 0$表示智能体$i$能收到来自智能体$j$的信息, 反之则不成立.对任意一条边$j$, 节点$j$称为父节点, 节点$i$则称为子节点, 节点$i$是节点$j$的邻居节点.假设通信拓扑中不存在自环, 即对任意$i\in \vartheta $, 有${a_{ii}} = 0$.
定义$L = \left({{l_{ij}}}\right)\in{\bf R}^{n\times n}$为图${\cal G}$的Laplacian矩阵, 其中元素满足${l_{ij}} = - {a_{ij}} \le 0, i \ne j$; ${l_{ii}} = \sum\nolimits_{j = 1, j \ne i}^n {{a_{ij}} \ge 0} $.智能体$i$的入度定义为${d_i} = \sum\nolimits_{j = 1}^n {{a_{ij}}} $, 因此可得到$L = D - \Delta $, 其中, .如果有向图中存在一个始于节点$i$, 止于节点$j$的形如的边序列, 那么称存在一条从$i$到$j$的有向路径.特别地, 如果图中存在一个根节点, 并且该节点到其他所有节点都有有向路径, 那么称此有向图存在一个有向生成树.另外, 如果有向图${\cal G}$存在一个有向生成树, 则Laplacian矩阵$L$有一个0特征值并且其他特征值均含有正实部.
1.2 模型描述
考虑多智能体系统由$n$个智能体组成, 其通信拓扑结构由有向加权图${\cal G}$表示, 其中每个智能体可看作图${\cal G}$中的一个节点, 每个智能体满足如下动力学方程:
$ \begin{equation} \left\{ \begin{array}{l} {x_i}\left( {k + 1} \right) = {x_i}\left( k \right) + {v_i}\left( k \right)\\ {v_i}\left( {k + 1} \right) = {v_i}\left( k \right) + {z_i}\left( k \right)\\ {z_i}\left( {k + 1} \right) = {z_i}\left( k \right) + {u_i}\left( k \right) \end{array} \right. \end{equation} $
(1) 其中, ${x_i}\left(k \right) \in \bf R$表示位置状态, ${v_i}\left(k \right) \in \bf R$表示速度状态, ${z_i}\left(k \right) \in \bf R$表示加速度状态, ${u_i}\left(k \right) \in \bf R$表示控制输入.
基于事件触发控制机制的控制器协议设计如下:
$ \begin{equation} {u_i}\left( k \right) = \lambda {b_i}\left( {k_p^i} \right) + \eta {c_i}\left( {k_p^i} \right) + \gamma {g_i}\left( {k_p^i} \right), k \in \left[ {k_p^i, k_{p + 1}^i} \right) \end{equation} $
(2) 其中, $\lambda> 0$, $\eta> 0$, $\gamma> 0$表示耦合强度,
$ \begin{align*}&{b_i}\left( k \right)= \sum\nolimits_{j \in {N_i}} {{a_{ij}}\left( {{x_j}\left( k \right) - {x_i}\left( k \right)} \right)} , \nonumber\\ &{c_i}\left( k \right)=\sum\nolimits_{j \in {N_i}} {{a_{ij}}\left( {{v_j}\left( k \right) - {v_i}\left( k \right)} \right)}, \nonumber\\ & {g_i}\left( k \right)=\sum\nolimits_{j \in {N_i}} {{a_{ij}}\left( {{z_j}\left( k \right) - {z_i}\left( k \right)} \right)} .\end{align*} $
触发时刻序列定义为:
$ \begin{equation} k_{p + 1}^i = \inf \left\{ {k:k > k_p^i, {E_i}\left( k \right) > 0} \right\} \end{equation} $
(3) ${E_i}\left(k \right)$为触发函数, 具有以下形式:
$ \begin{align} {E_i}\left( k \right)= & \left| {{e_{bi}}\left( k \right)} \right| + \left| {{e_{ci}}\left( k \right)} \right| + \left| {{e_{gi}}\left( k \right)} \right|- {\delta _2}{\beta ^k} - \nonumber\nonumber\\ &{\delta _1}\left| {{b_i}\left( {k_p^i} \right)} \right| - {\delta _1}\left| {{c_i}\left( {k_p^i} \right)} \right| - {\delta _1}\left| {{g_i}\left( {k_p^i} \right)} \right| \end{align} $
(4) 其中, ${\delta _1} > 0$, ${\delta _2} > 0$, $\beta > 0$, , ${e_{ci}}\left(k \right) = {c_i}\left({k_p^i} \right) - {c_i}\left(k \right)$, ${e_{gi}}\left(k \right) = {g_i}\left({k_p^i} \right) - {g_i}\left(k \right)$.
令$\varepsilon _i\left(k\right)={x_i}\left(k\right)-{x_1}\left(k\right)$, ${\varphi _i}\left(k\right)={v_i}\left(k \right)-$ ${v_1}\left(k\right)$, ${\phi _i}(k) = {z_i}(k) - {z_1}\left(k \right)$, $i = 2, \cdots, n$. , $\cdots, {\varphi _n}\left(k \right)]^{\rm T}$, $\phi \left(k \right) = {\left[{{\phi _2}\left(k \right), \cdots, {\phi _n}\left(k \right)} \right]^{\rm T}}$. $\psi \left(k \right) = {\left[{{\varepsilon ^{\rm T}}\left(k \right), {\varphi ^{\rm T}}\left(k \right), {\phi ^{\rm T}}\left(k \right)} \right]^{\rm T}}$, , ${\bar e_b} = {\left[{{e_{b1}}\left(k \right), \cdots, {e_{b1}}\left(k \right)} \right]^{\rm T}}$, , ${e_{c1}}\left(k \right)]^{\rm T}$, , ${\bar e_g} = $ ${\left[{{e_{g1}}\left(k \right), \cdots, {e_{g1}}\left(k \right)} \right]^{\rm T}}$, $\tilde e\left(k \right) = [\tilde e_b^{\rm T}\left(k \right), \tilde e_c^{\rm T}\left(k \right), $ $\tilde e_g^{\rm T}\left(k \right)]^{\rm T}$, $\bar e\left(k \right) = [\bar e_b^{\rm T}\left(k \right), \bar e_c^T\left(k \right), \bar e_g^{\rm T}\left(k \right)]^{\rm T}$,
$ \hat L = \left[ {\begin{array}{*{20}{c}} {{d_2} + {a_{12}}}&{{a_{13}} - {a_{23}}}& \cdots &{{a_{1n}} - {a_{2n}}}\\ {{a_{12}} - {a_{32}}}&{{d_3} + {a_{13}}}& \cdots &{{a_{1n}} - {a_{3n}}}\\ \vdots & \vdots & \ddots & \vdots \\ {{a_{12}} - {a_{n2}}}&{{a_{13}} - {a_{n3}}}& \cdots &{{d_n} + {a_{1n}}} \end{array}} \right] $
再结合式(1)和式(2)可得到:
$ \begin{equation} \psi \left( {k + 1} \right) = {Q_1}\psi \left( k \right) + {Q_2}\left( {\tilde e\left( k \right) - \bar e\left( k \right)} \right) \end{equation} $
(5) 其中, , .
定义1.对于三阶离散时间多智能体系统(1), 当且仅当所有智能体的位置变量、速度变量、加速度变量满足以下条件时, 称系统(1)能够达到一致.
$ \begin{align*} &{\lim _{k \to \infty }}\left\| {{x_j}\left( k \right) - {x_i}\left( k \right)} \right\| = 0 \nonumber\\ & {\lim _{k \to \infty }}\left\| {{v_j}\left( k \right) - {v_i}\left( k \right)} \right\| = 0 \nonumber\\ & {\lim _{k \to \infty }}\left\| {{z_j}\left( k \right) - {z_i}\left( k \right)} \right\| = 0 \\&\quad\qquad \forall i, j = 1, 2, \cdots , n \end{align*} $
定义2.如果$k_{p + 1}^i - k_p^i > 1$, 则称触发时刻序列$\left\{ {k_p^i} \right\}$不存在类Zeno行为.
假设1.假设有向图中存在一个有向生成树.
2. 一致性分析主要结果
假设$\kappa$是矩阵${Q_1}$的特征值, ${\mu _i}$是$L$的特征值, 则有如下等式成立:
$ {\rm{det}}\left( {\kappa {I_{3n - 3}} - {Q_1}} \right)=\nonumber\\ \det \left(\! \!{\begin{array}{*{20}{c}} {\left( {\kappa - 1} \right){I_{n - 1}}}\!&\!{ - {I_{n - 1}}}\!&\!{{0_{n - 1}}}\\ {{0_{n - 1}}}\!&\!{\left( {\kappa - 1} \right){I_{n - 1}}}\!&\!{ - {I_{n - 1}}}\\ {\lambda {{\hat L}_{n - 1}}}\!&\!{\eta {{\hat L}_{n - 1}}}\!&\!{\left( {\kappa - 1} \right){I_{n - 1}} + \gamma {{\hat L}_{n - 1}}} \end{array}} \!\!\right)=\nonumber\\ \prod\limits_{i = 2}^n {\left[ {{{\left( {\kappa - 1} \right)}^3} + \left( {\lambda + \eta \left( {\kappa - 1} \right) + \gamma {{\left( {\kappa - 1} \right)}^2}} \right){\mu _i}} \right]} $
令
$ \begin{align} {m_i}\left( \kappa \right)= &{\left( {\kappa - 1} \right)^3} + \nonumber\\&\left( {\lambda + \eta \left( {\kappa - 1} \right) + \gamma {{\left( {\kappa - 1} \right)}^2}} \right){\mu _i} = 0, \nonumber\\& \qquad\qquad\qquad\qquad\qquad i = 2, \cdots , n \end{align} $
(6) 则有如下引理:
引理1[15]. 如果矩阵$L$有一个0特征值且其他所有特征值均有正实部, 并且参数$\lambda $, $\eta $, $\gamma $满足下列条件:
$ \left\{ \begin{array}{l} 3\lambda - 2\eta < 0\\ \left( {\gamma - \eta + \lambda } \right)\left( {\lambda - \eta } \right) < - \dfrac{{\lambda \Re \left( {{\mu _i}} \right)}}{{{{\left| {{\mu _i}} \right|}^2}}}\\ \left( {4\gamma + \lambda - 2\eta } \right)<\dfrac{{8\Re \left( {{\mu _i}} \right)}}{{{{\left| {{\mu _i}} \right|}^2}}} \end{array} \right. $
那么, 方程(6)的所有根都在单位圆内, 这也就意味着矩阵${Q_1}$的谱半径小于1, 即$\rho \left({{Q_1}} \right) < 1$.其中, 表示特征值${\mu _i}$的实部.
引理2[23]. 如果, 那么存在$M \ge 1$和$0 < \alpha < 1$使得下式成立
$ {\left\| {{Q_1}} \right\|^k} \le M{\alpha ^k}, \quad k \ge 0 $
定理1. 对于三阶离散多智能体系统(1), 基于假设1, 如果式(2)中的耦合强度满足引理1中的条件, 触发函数(4)中的参数满足$0 < {\delta _1} < 1$, , $0 < \alpha < \beta < 1$, 则称系统(1)能够实现渐近一致.
证明.令$\omega \left(k \right) = \tilde e\left(k \right) - \bar e\left(k \right)$, 式(5)能够被重新写成如下形式:
$ \begin{equation} \psi \left( k \right) = Q_1^k\psi \left( 0 \right) + {Q_2}\sum\limits_{s = 0}^{k - 1} {Q_1^{k - 1 - s}\omega \left( s \right)} \end{equation} $
(7) 根据引理1和引理2可知, 存在$M \ge 1$和$0 < \alpha < 1$使得下式成立.
$ \begin{align} \left\| {\psi \left( k \right)} \right\|\le & {\left\| {{Q_1}} \right\|^k}\left\| {\psi \left( 0 \right)} \right\| + \nonumber\\ & \left\| {{Q_2}} \right\|\sum\limits_{s = 0}^{k - 1} {{{\left\| {{Q_1}} \right\|}^{k - 1 - s}}\left\| {\omega \left( s \right)} \right\|}\le \nonumber\\ & M\left\| {\psi \left( 0 \right)} \right\|{\alpha ^k}+\nonumber\\ & M\left\| {{Q_2}} \right\|\sum\limits_{s = 0}^{k - 1} {{\alpha ^{k - 1 - s}}\left\| {\omega \left( s \right)} \right\|} \end{align} $
(8) 由触发条件可得:
$ \begin{align} & \left| {{e_{bi}}\left( k \right)} \right| + \left| {{e_{ci}}\left( k \right)} \right| + \left| {{e_{gi}}\left( k \right)} \right|\le\nonumber\\ & \qquad{\delta _1}\left| {{b_i}\left( {k_p^i} \right)} \right| + {\delta _1}\left| {{c_i}\left( {k_p^i} \right)} \right| +\nonumber\\ &\qquad {\delta _1}\left| {{g_i}\left( {k_p^i} \right)} \right| + {\delta _2}{\beta ^k}\le\nonumber\\ &\qquad {\delta _1}\left\| L \right\| \cdot \left\| {\varepsilon \left( k \right)} \right\| + {\delta _1}\left\| L \right\| \cdot \left\| {\varphi \left( k \right)} \right\| + \nonumber\\ &\qquad{\delta _1}\left\| L \right\| \cdot \left\| {\phi \left( k \right)} \right\|+ {\delta _1}\left| {{e_{bi}} \left( k \right)} \right| + \nonumber\\ &\qquad{\delta _1}\left| {{e_{ci}} \left( k \right)} \right|+ {\delta _1}\left| {{e_{gi}}\left( k \right)} \right| + {\delta _2}{\beta ^k} \end{align} $
(9) 对上式移项可求解得:
$ \begin{align} &\left| {{e_{bi}}\left( k \right)} \right| + \left| {{e_{ci}}\left( k \right)} \right| + \left| {{e_{gi}}\left( k \right)} \right|\le \nonumber\\ &\qquad\frac{{{\delta _1}\left\| L \right\| \cdot \left\| {\varepsilon \left( k \right)} \right\|}}{{1 - {\delta _1}}} + \frac{{{\delta _1}\left\| L \right\| \cdot \left\| {\varphi \left( k \right)} \right\|}}{{1 - {\delta _1}}}{\rm{ + }}\nonumber\\ &\qquad\frac{{{\delta _1}}}{{1 - {\delta _1}}}\left\| L \right\| \cdot \left\| {\phi \left( k \right)} \right\| + \frac{{{\delta _2}}}{{1 - {\delta _1}}}{\beta ^k} \end{align} $
(10) 又因为, 和, 可得出下列不等式:
$ \begin{align} &\left| {{e_{bi}}\left( k \right)} \right| + \left| {{e_{ci}}\left( k \right)} \right| + \left| {{e_{gi}}\left( k \right)} \right|\le\nonumber\\ &\qquad \frac{{{\delta _1}\left\| L \right\|}}{{1 - {\delta _1}}} \cdot \left( {\left\| {\varepsilon \left( k \right)} \right\|{\rm{ + }}\left\| {\varphi \left( k \right)} \right\|{\rm{ + }}\left\| {\phi \left( k \right)} \right\|} \right) +\nonumber\\ &\qquad \frac{{{\delta _2}{\beta ^k}}}{{1 - {\delta _1}}}\le \frac{{3{\delta _1}}}{{1 - {\delta _1}}}\left\| L \right\| \cdot \left\| {\psi \left( k \right)} \right\| + \frac{{{\delta _2}}}{{1 - {\delta _1}}}{\beta ^k} \end{align} $
(11) 接着有如下不等式成立:
$ \begin{align} \left\| {e\left( k \right)} \right\|\le \frac{{3\sqrt n {\delta _1}}}{{1 - {\delta _1}}}\left\| L \right\| \cdot \left\| {\psi \left( k \right)} \right\| + \frac{{\sqrt n {\delta _2}}}{{1 - {\delta _1}}}{\beta ^k} \end{align} $
(12) 其中, , ${e_b}(k) = \left[{{e_{b1}}(k), \cdots, {e_{bn}}(k)} \right]$, ${e_c}(k) = \left[{{e_{c1}}(k), \cdots, {e_{cn}}(k)} \right]$,
注意到
$ \begin{equation} \left\| {\tilde e( k )} \right\| + \left\| {\bar e( k )} \right\| \le \sqrt {6( {n - 1} )} \left\| {e( k )} \right\| \end{equation} $
(13) 于是有
$ \begin{align} \left\| {\omega ( k )} \right\| &= \left\| {\tilde e( k ) - \bar e\left( k \right)} \right\| \le\nonumber\\ & \left\| {\tilde e\left( k \right)} \right\| + \left\| {\bar e\left( k \right)} \right\|\le\nonumber\\ & \frac{{3\sqrt {6n( {n - 1} )} {\delta _1}}}{{1 - {\delta _1}}}\left\| L \right\| \cdot \left\| {\psi \left( k \right)} \right\| +\nonumber\\ & \frac{{\sqrt {6n( {n - 1} )} {\delta _2}}}{{1 - {\delta _1}}}{\beta ^k} \end{align} $
(14) 把式(14)代入式(8)可得
$ \begin{align} \left\| {\psi \left( k \right)} \right\| &\le M\left\| {\psi \left( 0 \right)} \right\|{\alpha ^k}+ \nonumber\\ &\frac{{M\left\| {{Q_2}} \right\|{\alpha ^{k - 1}} {\delta _1}3\sqrt {6n\left( {n - 1} \right)} \left\| L \right\|}}{{1 - {\delta _1}}}\times\nonumber\\ &\sum\limits_{s = 0}^{k - 1} {{\alpha ^{ - s}}\left\| {\psi \left( s \right)} \right\|} + M\left\| {{Q_2}} \right\|{\alpha ^{k - 1}}\times\nonumber\\ &\sum\limits_{s = 0}^{k - 1} {{\alpha ^{ - s}} \frac{{\sqrt {6n\left( {n - 1} \right)} {\delta _2}}} {{1 - {\delta _1}}}{\beta ^s}} \end{align} $
(15) 接下来的部分, 将证明下列不等式成立.
$ \begin{equation} \left\| {\psi \left( k \right)} \right\| \le W{\beta ^k}.\end{equation} $
(16) 其中, $W = \max \left\{ {{\Theta _1}, {\Theta _2}} \right\}$,
首先, 证明对任意的$\rho > 1$, 下列不等式成立.
$ \begin{equation} \left\| {\psi \left( k \right)} \right\| < \rho W{\beta ^k} \end{equation} $
(17) 利用反证法, 先假设式(17)不成立, 则必将存在${k^ * } > 0$使得并且当$k \in \left({0, {k^ * }} \right)$时$\left\| {\psi \left(k \right)} \right\| < \rho W{\beta ^k}$成立.因此, 根据式(17)可得:
$ \begin{align*} &\rho W{\beta ^{{k^ * }}} \le \left\| {\psi \left( {{k^ * }} \right)} \right\| \le\\ &\qquad M\left\| {\psi \left( 0 \right)} \right\|{\alpha ^{{k^ * }}} +\left\| {{Q_2}} \right\|{\alpha ^{{k^ * } - 1}}M\times \end{align*} $
$ \begin{align*} &\qquad\sum\limits_{s = 0}^{{k^ * } - 1} {\alpha ^{ - s}}\left[ {\frac{{3\sqrt {6n\left( {n - 1} \right)} {\delta _1}\left\| L \right\| \cdot \left\| {\psi \left( s \right)} \right\|}}{{1 - {\delta _1}}}} \right]+ \\ &\qquad M\left\| {{Q_2}} \right\|{\alpha ^{{k^ * } - 1}} \sum\limits_{s = 0}^{{k^ * } - 1} {{\alpha ^{ - s}} \left[ {\frac{{\sqrt {6n\left( {n - 1} \right)} {\delta _2}}}{{1 - {\delta _1}}}{\beta ^s}} \right]} < \\ &\qquad \rho M\left\| {\psi \left( 0 \right)} \right\|{\alpha ^{{k^ * }}} + \rho M\left\| {{Q_2}} \right\|{\alpha ^{{k^ * } - 1}}\times\\ &\qquad \sum\limits_{s = 0}^{{k^ * } - 1} {{\alpha ^{ - s}} \left[ {\frac{{3\sqrt {6n\left( {n - 1} \right)} {\delta _1}\left\| L \right\| \cdot W{\beta ^s}}} {{1 - {\delta _1}}}} \right]} +\\ &\qquad\rho M\left\| {{Q_2}} \right\|{\alpha ^{{k^ * } - 1}} \sum\limits_{s = 0}^{{k^ * } - 1} {{\alpha ^{ - s}} \left[ {\frac{{\sqrt {6n\left( {n - 1} \right)} {\delta _2}{\beta ^s}}}{{1 - {\delta _1}}}} \right]=} \\ &\qquad \rho M\left\| {\psi \left( 0 \right)} \right\|{\alpha ^{{k^ * }}}- \nonumber\\ &\qquad \rho \frac{{M\left\| {{Q_2}} \right\|\sqrt {6n\left( {n - 1} \right)} \left( {3{\delta _1}\left\| L \right\|W + {\delta _2}} \right)}}{{\left( {\beta - \alpha } \right)\left( {1 - {\delta _1}} \right)}}{\alpha ^{{k^ * }}}+\nonumber\\ &\qquad \rho \frac{{M\left\| {{Q_2}} \right\|\sqrt {6n\left( {n - 1} \right)} \left( {3{\delta _1}\left\| L \right\|W + {\delta _2}} \right)}}{{\left( {\beta - \alpha } \right)\left( {1 - {\delta _1}} \right)}}{\beta ^{{k^ * }}} \end{align*} $
1) 当$W = M\left\| {\psi \left(0 \right)} \right\|$时, 则有
$ \begin{equation*} \begin{aligned} &M\left\| {\psi \left( 0 \right)} \right\| - \nonumber\\ &\qquad \frac{{M\left\| {{Q_2}} \right\|\sqrt {6n\left( {n - 1} \right)} \left( {3{\delta _1}\left\| L \right\|W + {\delta _2}} \right)}}{{\left( {\beta - \alpha } \right)\left( {1 - {\delta _1}} \right)}} \ge 0 \end{aligned} \end{equation*} $
所以可得到
$ \begin{equation} \rho W{\beta ^{{k^ * }}} \le \left\| {\psi \left( {{k^ * }} \right)} \right\| \le \rho M\left\| {\psi \left( 0 \right)} \right\|{\beta ^{{k^ * }}}=\rho W{\beta ^{{k^ * }}} \end{equation} $
(18) 2) 当时, 则有
$ \begin{equation*} \begin{aligned} &M\left\| {\psi \left( 0 \right)} \right\|- \nonumber\\ &\qquad\frac{{M\left\| {{Q_2}} \right\|\sqrt {6n\left( {n - 1} \right)} \left( {3{\delta _1}\left\| L \right\|W + {\delta _2}} \right)}}{{\left( {\beta - \alpha } \right)\left( {1 - {\delta _1}} \right)}} < 0 \end{aligned} \end{equation*} $
所以有
$ \begin{align} &\rho W{\beta ^{{k^ * }}} \le \left\| {\psi \left( {{k^ * }} \right)} \right\|\le\nonumber\\ & \frac{{\rho {\delta _2}M\left\| {{Q_2}} \right\|\sqrt {6n\left( {n - 1} \right)} {\beta ^{{k^ * }}}}}{{\left( {\beta - \alpha } \right)\left( {1 - {\delta _1}} \right) - 3{\delta _1}M\left\| {{Q_2}} \right\|\left\| L \right\|\sqrt {6n\left( {n - 1} \right)} }}=\nonumber\\ &\rho W{\beta ^{{k^ * }}} \end{align} $
(19) 根据以上结果, 式(18)和式(19)都与假设相矛盾.这说明原命题成立, 即对任意的$\rho > 1$, 式(17)成立.易知, 如果$\rho \to 1$, 则式(16)成立.根据式(16)可知, 当$k \to + \infty $时, 有, 则系统(5)是收敛的.由$\psi \left(k \right)$的定义可知, 系统(1)能够实现渐近一致.
定理2. 对于系统(1), 如果定理1中的条件成立, 并且控制器(2)中的设计参数满足如下条件,
$ {\delta _1} \in \left( {\frac{{\left( {\beta - \alpha } \right)}}{{\left( {\beta - \alpha } \right) + 3\sqrt {6n\left( {n - 1} \right)} M\left\| {{Q_{\rm{2}}}} \right\|\left\| L \right\|}}, 1} \right)\\ {\delta _2} > \frac{{\left\| L \right\|\left\| {\psi \left( 0 \right)} \right\|M\left( {1 + \beta } \right)}}{\beta } $
那么触发序列中的类Zeno行为将被排除.
证明. 易知排除类Zeno行为的关键是要证明不等式$k_{p + 1}^i - k_p^i > 1$成立.根据事件触发机制可知, 下一个触发时刻将会发生在触发函数(4)大于0时.进而可得到如下不等式
$ \begin{align} &\left| {{e_{bi}}\left( {k_{p + 1}^i} \right)} \right| + \left| {{e_{ci}}\left( {k_{p + 1}^i} \right)} \right| + \left| {{e_{gi}}\left( {k_{p + 1}^i} \right)} \right|\ge\nonumber\\ &\qquad{\delta _1}\left| {{b_i}\left( {k_p^i} \right)} \right| + {\delta _1}\left| {{c_i}\left( {k_p^i} \right)} \right| +\nonumber\\ &\qquad {\delta _1}\left| {{g_i}\left( {k_p^i} \right)} \right| + {\delta _2}{\beta ^{k_{p + 1}^i}} \end{align} $
(20) 定义, .结合式(20), 可得到下式
$ \begin{equation} {G_i}\left( {k_{p + 1}^i} \right) \ge {\delta _1}{H_i}\left( {k_p^i} \right) + {\delta _2}{\beta ^{k_{p + 1}^i}} \end{equation} $
(21) 结合式(16)和式(21)可得
$ \begin{align} {\delta _2}{\beta ^{k_{p + 1}^i}} &\le {G_i}\left( {k_{p + 1}^i} \right) - {\delta _1}{H_i}\left( {k_p^i} \right)\le\nonumber\\ & \left\| L \right\|\left( {\left\| {\psi \left( {k_p^i} \right)} \right\| + \left\| {\psi \left( {k_{p + 1}^i} \right)} \right\|} \right)\le\nonumber\\ & W\left\| L \right\|\left( {{\beta ^{k_p^i}} + {\beta ^{k_{p + 1}^i}}} \right) \end{align} $
(22) 求解上式得
$ \begin{equation} \left( {{\delta _2} - \left\| L \right\|W} \right){\beta ^{k_{p + 1}^i}} \le \left\| L \right\|W{\beta ^{k_p^i}} \end{equation} $
(23) 根据式(23)可得
$ \begin{equation} k_{p + 1}^i - k_p^i > \dfrac{{\ln \dfrac{{W\left\| L \right\|}}{{{\delta _2} - W\left\| L \right\|}}} } {\ln \beta } \end{equation} $
(24) 基于(24)易知当时, 有如下不等式成立
$ \begin{equation} \dfrac{{\ln \dfrac{{W\left\| L \right\|}}{{{\delta _2} - W\left\| L \right\|}}}} {\ln \beta } > 1 \end{equation} $
(25) 此外, 因为$W = M\left\| {\psi \left(0 \right)} \right\|$以及
$ \begin{equation} {\delta _1} > \frac{{\left( {\beta - \alpha } \right)}}{{\left( {\beta - \alpha } \right) + 3\sqrt {6n\left( {n - 1} \right)} M\left\| {{Q_{\rm{2}}}} \right\|\left\| L \right\|}} \end{equation} $
(26) 又可以得出
$ \begin{equation} {\delta _2} > \frac{{\left\| L \right\|\left\| {\psi \left( 0 \right)} \right\|M\left( {1 + \beta } \right)}}{\beta } = \frac{{\left\| L \right\|W\left( {1 + \beta } \right)}}{\beta } \end{equation} $
(27) 该式意味着式(25)成立, 又结合式(24)易知$k_{p + 1}^i - k_p^i > 1$, 即排除类Zeno行为的条件得已满足.
注2.类Zeno行为广泛存在于基于事件触发控制机制的离散系统中.然而, 当前极少有文献研究如何排除类Zeno行为, 尤其是对于三阶多智能体动态模型.定理2给出了排除三阶离散多智能体系统的类Zeno行为的参数条件.
3. 仿真实验
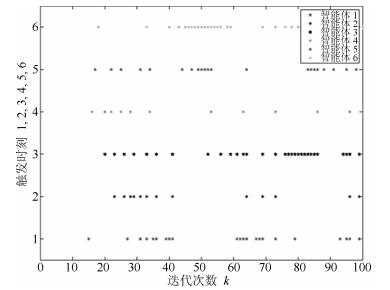
本部分将利用一个仿真实验来验证本文所提算法及理论的正确性和有效性.假设三阶离散多智能体系统(1)包含6个智能体, 且有向加权通信拓扑结构如图 1所示, 权重取值为0或1, 可以明显地看出该图包含有向生成树(满足假设1).
通过简单的计算可得, ${\mu _1} = 0$, ${\mu _2} = 0.6852$, ${\mu _3} = 1.5825 + 0.3865$i, ${\mu _4} = 1.5825 - 0.3865$i, ${\mu _5} = 3.2138$, ${\mu _6} = 3.9360$.令$M = 1$, 结合定理1和定理2可得到$0.035 < {\delta _1} < 1$, ${\delta _2} > 44.0025$, $0 < \alpha < \beta < 1$.令${\delta _1} = 0.2$, ${\delta _2} = 200$, $\alpha = 0.6$, $\beta = 0.9$, $\lambda = 0.02$, $\eta = 0.3$, $\gamma = 0.5$, 不难验证满足引理1的条件并且计算可知$\rho \left({{Q_1}} \right) = 0.9958 < 1$.三阶离散多智能体系统(1)的一致性结果如图 2~图 6所示.根据定理1可知, 基于控制器(2)和事件触发函数(4)的系统(1)能实现一致.从图 2~图 6可以看出, 仿真结果与理论分析符合.
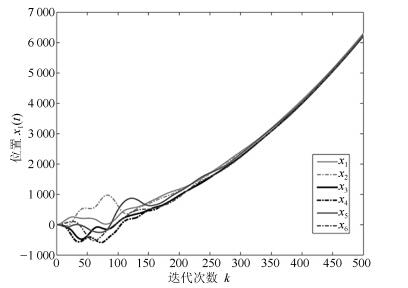 图 2 三阶离散多智能体系统的位置轨迹图Fig. 2 The trajectories of position in third-order discrete-time multi-agent systems
图 2 三阶离散多智能体系统的位置轨迹图Fig. 2 The trajectories of position in third-order discrete-time multi-agent systems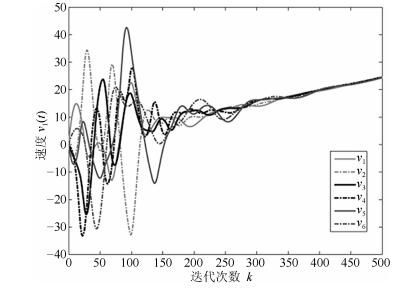 图 3 三阶离散多智能体系统的速度轨迹图Fig. 3 The trajectories of speed in third-order discrete-time multi-agent systems
图 3 三阶离散多智能体系统的速度轨迹图Fig. 3 The trajectories of speed in third-order discrete-time multi-agent systems 图 4 三阶离散多智能体系统的加速度轨迹图Fig. 4 The trajectories of acceleration in third-order discrete-time multi-agent systems
图 4 三阶离散多智能体系统的加速度轨迹图Fig. 4 The trajectories of acceleration in third-order discrete-time multi-agent systems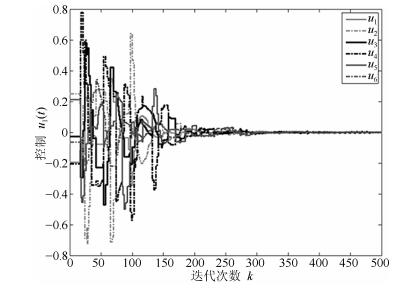 图 5 三阶离散多智能体系统的控制轨迹图Fig. 5 The trajectories of control in third-order discrete-time multi-agent systems
图 5 三阶离散多智能体系统的控制轨迹图Fig. 5 The trajectories of control in third-order discrete-time multi-agent systems图 2~图 4分别表征了系统(1)中所有智能体的位置、速度和加速度的轨迹, 从图中可以看出以上3个变量确实达到了一致.图 5展示了控制输入的轨迹.为了更清楚地体现事件触发机制的优点, 图 6给出了0$ \sim $100次迭代内的各智能体的触发时刻轨迹.从图 6可以看出, 本文设计的事件触发协议确实达到了减少更新次数, 节省资源的目的.
4. 结论
针对三阶离散多智能体系统的一致性问题, 构造了一个新颖的事件触发一致性协议, 分析得到了在通信拓扑为有向加权图且包含生成树的条件下, 系统中所有智能体的位置状态、速度状态和加速度状态渐近收敛到一致状态的充分条件.同时, 该条件指出了通信拓扑的Laplacian矩阵特征值和系统的耦合强度对系统一致性的影响.另外, 给出了排除类Zeno行为的参数条件.仿真实验结果也验证了上述结论的正确性.将文中获得的结论扩展到拓扑结构随时间变化的更高阶多智能体网络是极有意义的.这将是未来研究的一个具有挑战性的课题.
-
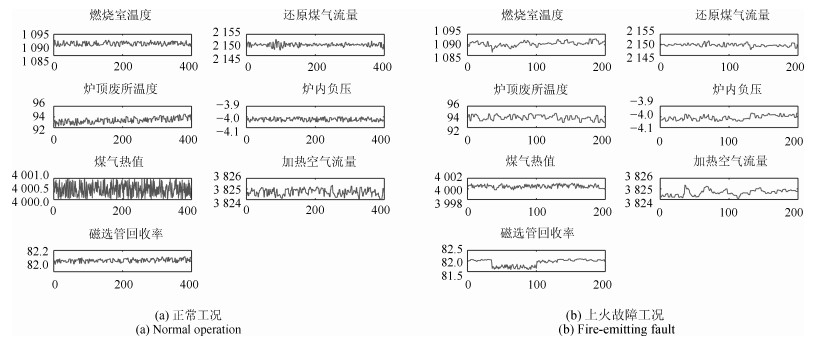
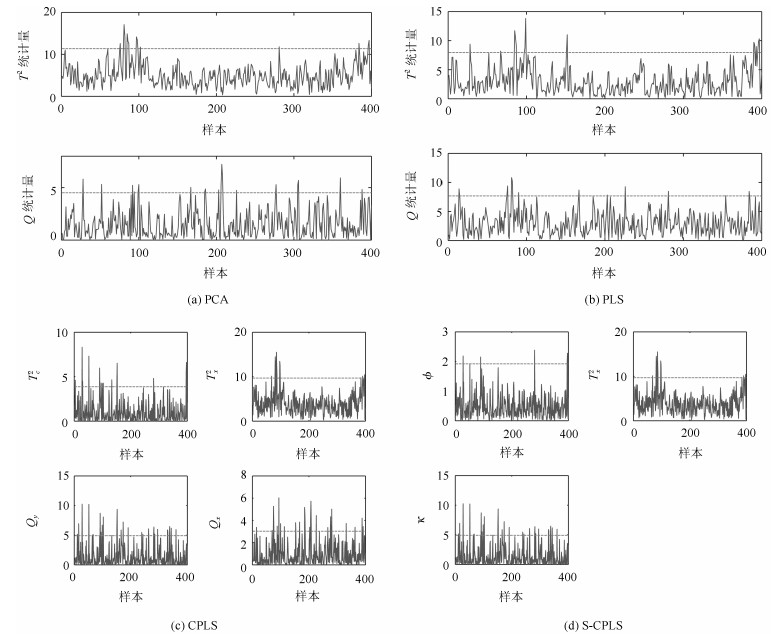
图 2 竖炉焙烧过程正常工况与上火故障工况数据
Fig. 2 Data collected from shaft furnace roasting process under normal operation and fire-emitting fault
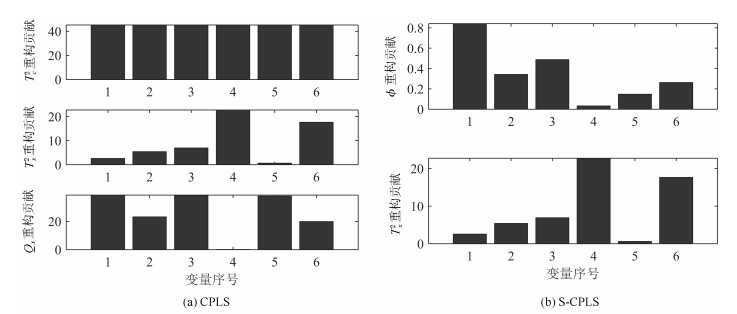
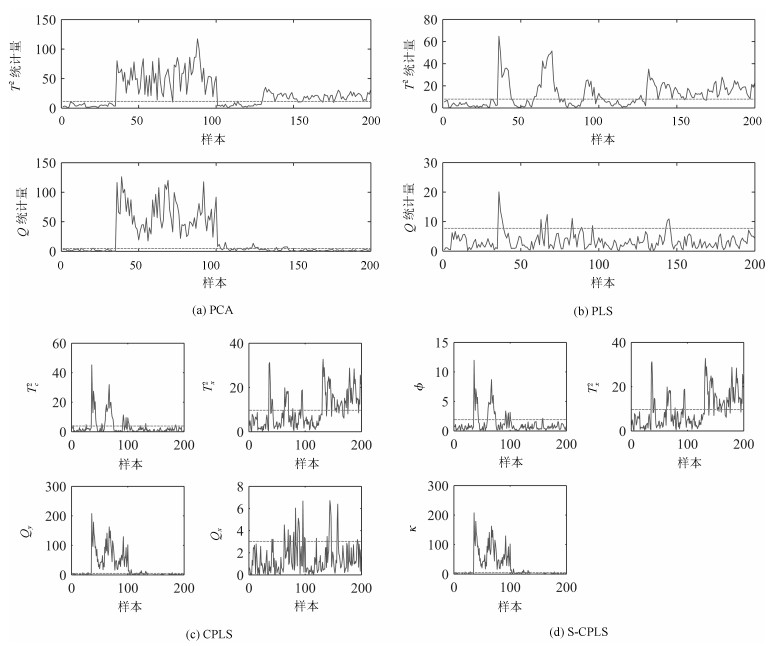
图 5 上火故障重构贡献诊断结果
Fig. 5 Reconstruction contribution based fault diagnosis results for fire-emitting fault
表 1 竖炉焙烧过程统计指标及其控制限[12]
Table 1 The statistics and control limits for shaft furnace roasting processes[12]
统计指标 控制限 $\begin{array}{l} T_c^2 ={{\pmb t}}_c^{\rm T} {{\pmb \Lambda }}_c^{-1} {{\pmb t}}_c= \\ \quad \, \boldsymbol{x}^{\rm T}{{\pmb R}}_c {{\pmb \Lambda }}_c^{-1} {{\pmb R}}_c^{\rm T} \boldsymbol{x} \\ \end{array}$ $\tau _c^2 =\frac{l_c (n^2-1)}{n(n-l_c)}F_{l_c, n-l_c, \alpha } $ $\begin{array}{l} T_x^2 ={{\pmb t}}_x^{\rm T} {{\pmb \Lambda }}_x^{-1} {{\pmb t}}_x =\\ \quad \, \boldsymbol{x}^{\rm T}{{\pmb P}}_x {{\pmb \Lambda }}_x^{-1} {{\pmb P}}_x^{\rm T} \boldsymbol{x} \\ \end{array}$ $\tau _x^2 =\frac{l_x (n^2-1)}{n(n-l_x)}F_{l_x, n-l_x, \alpha } $ $\begin{array}{l} T_y^2 ={{\pmb t}}_y^{\rm T} {{\pmb \Lambda }}_y^{-1} {{\pmb t}}_y =\\ \quad \, {{\tilde {\pmb y}}}_c^{\rm T} {{\pmb P}}_y {{\pmb \Lambda }}_y^{-1} {{\pmb P}}_y^{\rm T} {{\tilde{ \boldsymbol{y}}}}_c \\ \end{array}$ $\tau _y^2 =\frac{l_y (n^2-1)}{n(n-l_y)}F_{l_y, n-l_y, \alpha} $ $\begin{array}{l} Q_x =\left\| {{{\tilde{ \boldsymbol{x}}}}} \right\|^{{2}} =\\ \quad \, \boldsymbol{x}^{\rm T}\left({{{\pmb I-P}}_x {{\pmb P}}_x^{\rm T} } \right)\boldsymbol{x} \\ \end{array}$ $\delta _x^2 =g_x \cdot \chi _{h_x, \alpha }^2 $ $\begin{array}{l} Q_y =\left\| {{{\tilde {\boldsymbol{y}}}}} \right\|^{{2}} =\\ \quad \, {{\tilde {\boldsymbol{y}}}}_c^{{\rm T}} \left({{{\pmb I-P}}_y {{\pmb P}}_y^{{\rm T}} } \right){{\tilde {\boldsymbol{y}}}}_c \\ \end{array}$ $\delta _y^2 =g_y \cdot \chi _{h_y, \alpha }^2 $ 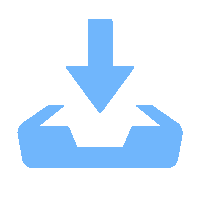 下载: 导出CSV
下载: 导出CSV
-
[1] 柴天佑, 丁进良, 王宏, 苏春翌.复杂工业过程运行的混合智能优化控制方法.自动化学报, 2008, 34(5):505-515 http://www.aas.net.cn/CN/abstract/abstract13476.shtmlChai Tian-You, Ding Jin-Liang, Wang Hong, Su Chun-Yi. Hybrid intelligent optimal control method for operation of complex industrial processes. Acta Automatica Sinica, 2008, 34 (5):505-515 http://www.aas.net.cn/CN/abstract/abstract13476.shtml [2] Chai T Y, Ding J L, Wu F H. Hybrid intelligent control for optimal operation of shaft furnace roasting process. Control Engineering Practice, 2011, 19 (3):264-275 doi: 10.1016/j.conengprac.2010.05.002 [3] 吴峰华, 丁进良, 岳恒, 柴天佑.竖炉焙烧过程智能故障诊断系统.南京航空航天大学学报, 2006, 38 (S1):91-94 http://d.wanfangdata.com.cn/Periodical/njhkht2006z1023Wu Feng-Hua, Ding Jin-Liang, Yue Heng, Chai Tian-You. Intelligent fault diagnosis system for roasting process of shaft furnace. Journal of Nanjing University of Aeronautics & Astronautics, 2006, 38 (S1):91-94 http://d.wanfangdata.com.cn/Periodical/njhkht2006z1023 [4] 严爱军, 王普, 曾宇.竖炉燃烧过程智能故障预报系统.化工学报, 2008, 59 (7):1768-1772 http://www.oalib.com/paper/4208380Yan Ai-Jun, Wang Pu, Zeng Yu. Intelligent fault prediction system of combustion process in shaft furnace. Journal of Chemical Industry and Engineering (China), 2008, 59 (7):1768-1772 http://www.oalib.com/paper/4208380 [5] Lu X L, Liu Q, Chai T Y, Qin S J. Data-driven fault diagnosis of shaft furnace roasting processes using reconstruction and reconstruction-based contribution approaches. IFAC Proceedings Volumes, 2014, 47 (3):8897-8902 doi: 10.3182/20140824-6-ZA-1003.01188 [6] Qin S J. Survey on data-driven industrial process monitoring and diagnosis. Annual Reviews in Control, 2012, 36 (2):220-234 doi: 10.1016/j.arcontrol.2012.09.004 [7] 文成林, 吕菲亚, 包哲静, 刘妹琴.基于数据驱动的微小故障诊断方法综述.自动化学报, 2016, 42 (9):1285-1299 http://www.aas.net.cn/CN/abstract/abstract18918.shtmlWen Cheng-Lin, Lv Fei-Ya, Bao Zhe-Jing, Liu Mei-Qin. A review of data driven-based incipient fault diagnosis. Acta Automatica Sinica, 2016, 42 (9):1285-1299 http://www.aas.net.cn/CN/abstract/abstract18918.shtml [8] MacGregor J F, Kourti T. Statistical process control of multivariate processes. Control Engineering Practice, 1995, 3 (3):403-414 doi: 10.1016/0967-0661(95)00014-L [9] Zhou D H, Li G, Qin S J. Total projection to latent structures for process monitoring. AIChE Journal, 2010, 56 (1):168-178 doi: 10.1002/aic.11977/abstract [10] Li G, Qin S J, Ji Y D, Zhou D H. Total PLS based contribution plots for fault diagnosis. Acta Automatica Sinica, 2009, 35 (6):759-765 http://or.nsfc.gov.cn/bitstream/00001903-5/71521/1/1000004259143.pdf [11] Li G, Qin S J, Zhou D H. Geometric properties of partial least squares for process monitoring. Automatica, 2010, 46 (1):204-210 doi: 10.1016/j.automatica.2009.10.030 [12] Qin S J, Zheng Y Y. Quality-relevant and process-relevant fault monitoring with concurrent projection to latent structures. AIChE Journal, 2013, 59 (2):496-504 doi: 10.1002/aic.v59.2 [13] Liu Q, Qin S J, Chai T Y. Multiblock concurrent PLS for decentralized monitoring of continuous annealing processes. IEEE Transactions on Industrial Electronics, 2014, 61 (11):6429-6437 doi: 10.1109/TIE.2014.2303781 [14] 曹玉苹, 黄琳哲, 田学民.一种基于DIOCVA的过程监控方法.自动化学报, 2015, 41 (12):2072-2080 http://www.aas.net.cn/CN/abstract/abstract18780.shtmlCao Yu-Ping, Huang Lin-Zhe, Tian Xue-Min. A process monitoring method using dynamic input-output canonical variate analysis. Acta Automatica Sinica, 2015, 41 (12):2072-2080 http://www.aas.net.cn/CN/abstract/abstract18780.shtml [15] Zhu Q Q, Liu Q, Qin S J. Concurrent canonical correlation analysis modeling for quality-relevant monitoring. IFAC-PapersOnLine, 2016, 49 (7):1044-1049 doi: 10.1016/j.ifacol.2016.07.340 [16] Dong Y N, Qin S J. Dynamic-inner partial least squares for dynamic data modeling. IFAC-PapersOnLine, 2015, 48 (8):117-122 doi: 10.1016/j.ifacol.2015.08.167 [17] 刘强, 秦泗钊.过程工业大数据建模研究展望.自动化学报, 2016, 42(2):161-171 http://www.aas.net.cn/CN/abstract/abstract18807.shtmlLiu Qiang, Qin S J. Perspectives on big data modeling of process industries. Acta Automatica Sinica, 2016, 42 (2):161-171 http://www.aas.net.cn/CN/abstract/abstract18807.shtml [18] 严爱军, 柴天佑.磁选管回收率智能混合预报方法.信息与控制, 2005, 34 (6):759-764 http://d.wanfangdata.com.cn/Periodical/xxykz200506024Yan Ai-Jun, Chai Tian-You. Intelligent hybrid prediction method of magnetic tube recovery rate. Information and Control, 2005, 34 (6):759-764 http://d.wanfangdata.com.cn/Periodical/xxykz200506024 [19] Yue H H, Qin S J. Reconstruction-based fault identification using a combined index. Industrial & Engineering Chemistry Research, 2001, 40 (20):4403-4414 doi: 10.1021/ie000141%2B [20] Box G E P. Some theorems on quadratic forms applied in the study of analysis of variance problems, I. effect of inequality of variance in the one-way classification. The Annals of Mathematical Statistics, 1954, 25 (2):290-302 doi: 10.1214/aoms/1177728786 [21] Alcala C F, Qin S J. Reconstruction-based contribution for process monitoring. Automatica, 2009, 45 (7):1593-1600 doi: 10.1016/j.automatica.2009.02.027 [22] 周平, 代伟, 柴天佑.竖炉焙烧过程运行优化控制系统的开发及实验研究.控制理论与应用, 2012, 29 (12):1565-1572 http://www.doc88.com/p-9979653061816.htmlZhou Ping, Dai Wei, Chai Tian-You. Exploration of operational optimization control system for shaft furnace roasting process and its experiment study. Control Theory & Applications, 2012, 29 (12):1565-1572 http://www.doc88.com/p-9979653061816.html 期刊类型引用(3)
1. 岳振宇,范大昭,董杨,纪松,李东子. 一种星载平台轻量化快速影像匹配方法. 地球信息科学学报. 2022(05): 925-939 .  百度学术
百度学术2. 王若兰,潘万彬,曹伟娟. 图像局部区域匹配驱动的导航式拼图方法. 计算机辅助设计与图形学学报. 2020(03): 452-461 . 百度学术3. 胡敬双,聂洪玉. 灰度序模式的局部特征描述算法. 中国图象图形学报. 2017(06): 824-832 . 百度学术其他类型引用(9)
-

 下载:
下载:

计量
- 文章访问数: 2049
- HTML全文浏览量: 165
- PDF下载量: 604
- 被引次数: 12
