

Rescheduling Method for Starting Time Delay in Steelmaking and Continuous Casting Production Processes
-
摘要: 在炼钢-连铸生产过程中, 因铁水或废钢供应不及时经常发生钢水在转炉设备上开工延迟, 导致相邻炉次在同一设备上产生作业冲突或同一浇次内的相邻炉次在连铸机上断浇, 使原调度计划失效.由于炼钢-连铸生产存在多台转炉、多台精炼炉和多台连铸机, 以及多重精炼方式且存在着可重入生产情况, 加上要保证已开工和完工炉次按原调度计划执行, 使得已有炼钢-连铸生产重调度方法难以适用.本文建立了开工时间延迟下的炼钢-连铸生产重调度模型, 将模型分解和启发式方法相结合, 提出了由炉次加工设备指派和作业时间决策组成的启发式重调度方法.通过实际工业数据仿真实验和在某大型钢铁企业的炼钢-连铸生产重调度的工业应用表明所提出的重调度方法显著减少了炉次加工冗余等待时间.Abstract: In steelmaking and continuous casting production processes, the starting time delay often occurs, which may lead to casting break or processing conflict so that the initial scheduling plan becomes unrealizable. There are multiple converters, multiple refining machines and multiple continuous casters in the whole production process. It is more difficult to reschedule because of multi-refining number and reentrant line. Existing rescheduling methods are not suitable. A mixed programming model is presented which is decomposed into an equipment assignment submodel and an operation time decision submodel. A novel multi-stage heuristic method is proposed. Simulation experiment is studied for comparing the proposed method with other heuristic methods, which have different ordering rules and assignment rules. The results show that the proposed method is most effective. Finally, the proposed method is successfully applied to a large steel plant to show that the method can obviously shorten the redundant waiting time for all charges.
-
Key words:
- Steelmaking and continuous casting /
- rescheduling /
- heuristic method /
- reentrant
-
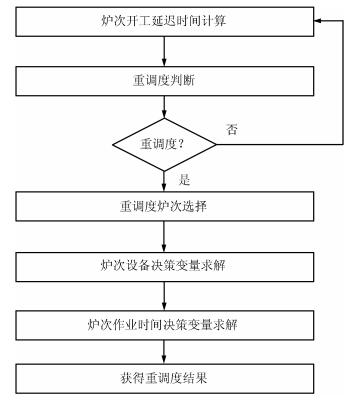
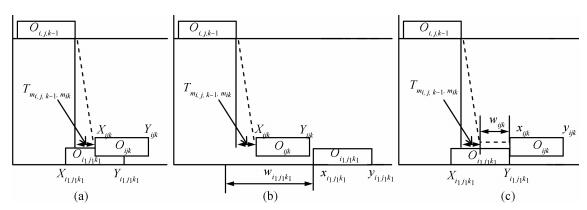
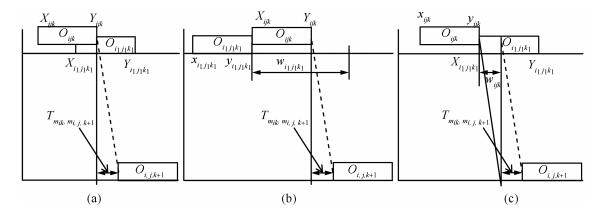
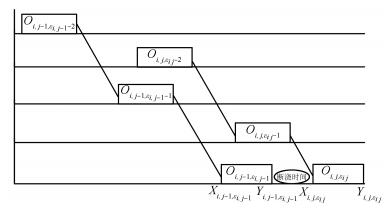
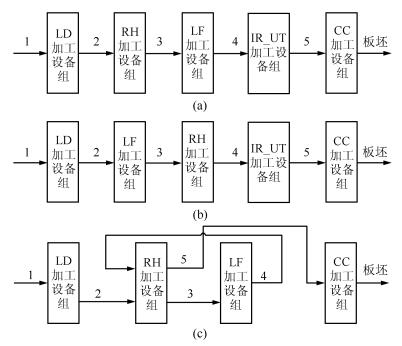
图 3 开工时间延迟扰动下的炼钢–连铸生产重调度策略
Fig. 3 Rescheduling strategy for the steelmaking and continuous casting
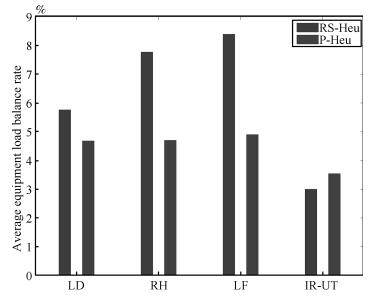
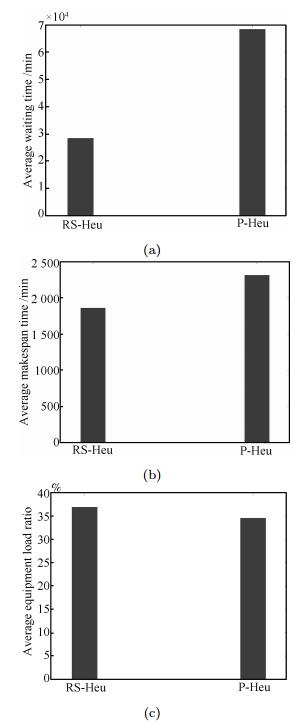
图 12 不同重调度方法的设备负荷均衡率比较
Fig. 12 Comparison of load balancing rate of equipment for methods
表 1 各种重调度方法
Table 1 Rescheduling methods
序号 重调度排序 指派规则优先级 重调度方法 1 Seq1 Assign1 H11 2 Seq1 Assign2 H12 3 Seq1 Assign3 H13 4 Seq1 Assign4 H14 5 Seq1 Assign5 H15 6 Seq1 Assign6 H16 7 Seq2 Assign1 H21 8 Seq2 Assign2 H22 9 Seq2 Assign3 H23 10 Seq2 Assign4 H24 11 Seq2 Assign5 H25 12 Seq2 Assign6 H26 13 Seq3 Assign1 H31 14 Seq3 Assign2 H32 15 Seq3 Assign3 H33 16 Seq3 Assign4 H34 17 Seq3 Assign5 H35 18 Seq3 Assign6 H36  下载: 导出CSV
下载: 导出CSV
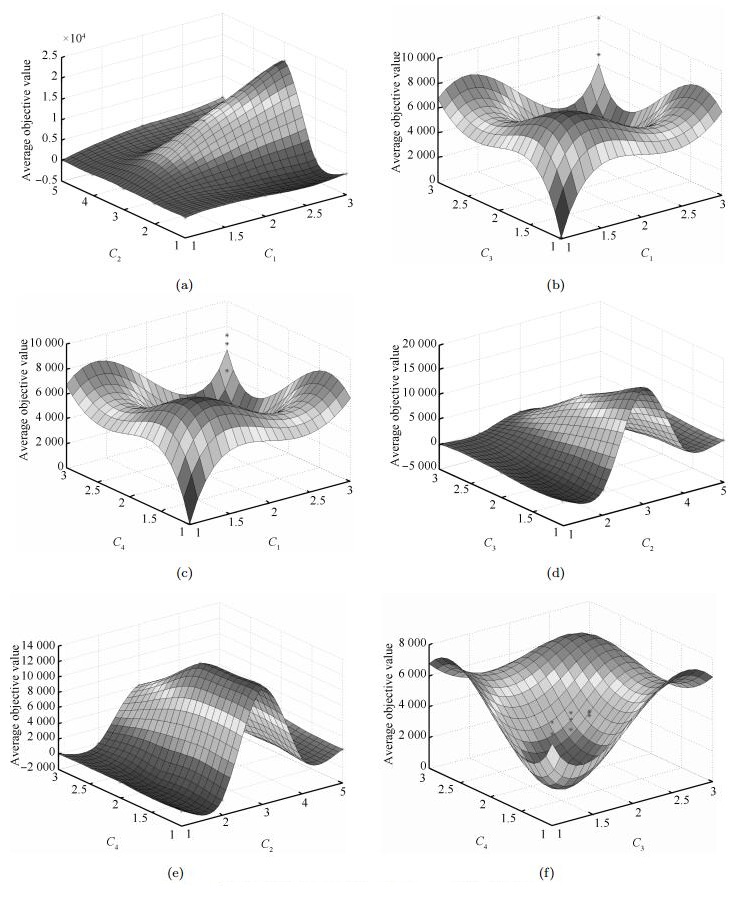
表 2 各种启发式方法的RPI值
Table 2 RPI values of rescheduling methods
问题 参数 H11 H12 H13 H14 H15 H16 H21 H22 H23 H24 H25 H26 H31 H32 H33 H34 H35 H36 P1 $C_{1}=1$ 2 3 322 327 33 41 0 0 132 134 2 3 2 2 132 140 7 10 P2 $C_{1}=2$ 4 13 102 010 101 702 186 270 6 5 88 560 88 515 6 13 10 15 88 386 88 847 54 51 P3 $C_{1}=3$ 30 71 877 070 875 109 422 522 19 20 819 627 819 112 26 37 30 27 820 876 819 229 96 98 P4 $C_{2}=1$ 12 65 744 525 735 497 800 818 0 0 694 356 693 395 12 28 12 21 695 642 693 220 188 190 P5 $C_{2}=2$ 45 77 885 908 887 138 244 542 0 0 817 767 817 774 3 17 24 26 818 366 818 702 44 43 P6 $C_{2}=3$ 1 1 242 279 5 5 8 12 230 249 2 2 18 6 125 247 2 3 P7 $C_{2}=4$ 1 1 1 111 1 106 13 16 21 16 1 015 1 020 23 25 9 10 1 016 1 024 16 15 P8 $C_{2}=5$ 0 1 553 542 6 7 15 15 497 497 16 18 8 9 508 501 11 14 P9 $C_{3}=1$ 29 58 694 030 693 295 303 417 19 19 654 301 654 034 11 22 28 28 654 200 653 089 99 97 P10 $C_{3}=2$ 6 25 272 029 270 402 242 313 6 6 244 777 244 773 10 17 12 15 245 962 245 842 48 53 P11 $C_{3}=3$ 1 5 13 345 13 440 96 104 0 0 9 241 9 254 13 15 1 1 9 232 9 248 10 9 P12 $C_{4}=1$ 2 1 544 354 541 868 464 477 9 10 504 493 504 403 12 15 6 5 505 085 504 079 115 113 P13 $C_{4}=2$ 33 84 386 237 386 413 117 257 9 7 358 574 357 953 13 21 23 30 359 090 358 857 27 25 P14 $C_{4}=3$ 1 2 48 812 48 857 60 99 7 9 45 253 45 404 9 18 13 9 45 219 45 280 15 22
下载: 导出CSV
-
[1] Ouelhadj D, Petrovic S. A survey of dynamic scheduling in manufacturing systems. Journal of Scheduling, 2009, 12(4):417-431 doi: 10.1007/s10951-008-0090-8 [2] Abumaizar R J, Svestka J A. Rescheduling job shops under random disruptions. International Journal of Production Research, 1997, 35(7):2065-2082 doi: 10.1080/002075497195074 [3] Sanmartí E, Espuña A, Puigianer L. Batch production and preventive maintenance scheduling under equipment failure uncertainty. Computer and Chemical Engineering, 1997, 21(10):1157-1168 doi: 10.1016/S0098-1354(96)00327-4 [4] Vieira G E, Herrmann J W, Lin E. Analytical models to predict the performance of a single-machine system under periodic and event-driven rescheduling strategies. International Journal of Production Research, 2000, 38(8):1899-1915 doi: 10.1080/002075400188654 [5] Roy R, Adesola B A, Thornton S. Development of a knowledge model for managing schedule disturbance in steel-making. International Journal of Production Research, 2004, 42(18):3975-3994 doi: 10.1080/00207540410001716453 [6] Dorn J. Case-based Reactive Scheduling. London, UK:Chapman & Hall, 1994. 32-50 [7] Dorn J. Cooperating scheduling systems. International Journal of Manufacturing Technology and Management, 2001, 3(6):570-585 doi: 10.1504/IJMTM.2001.001430 [8] Dorn J, Kerr R, Thalhammer G. Reactive scheduling:improving the robustness of schedules and restricting the effects of shop floor disturbances by fuzzy reasoning. International Journal of Human-Computer Studies, 1995, 42(6):687-704 doi: 10.1006/ijhc.1995.1031 [9] Ouelhadj D, Cowling P I, Petrovic S. Utility and stability measures for agent-based dynamic scheduling of steel continuous casting. In:Proceeding of the 2003 IEEE International Conference on Robotics & Automation. Taipei, China:IEEE, 2003. 175-180 [10] Ouelhadj D, Petrovic S, Cowling P I, Meisels A. Inter-agent cooperation and communication for agent-based robust dynamic scheduling in steel production. Advanced Engineering Informatics, 2004, 18(3):161-172 doi: 10.1016/j.aei.2004.10.003 [11] Guo D F, Li T K. Rescheduling algorithm for steelmaking-continuous casting. In:Proceeding of the 2nd IEEE Conference on Industrial Electronics and Applications. Harbin, China:IEEE, 2007. 1421-1425 [12] Li T K, Guo D F. Constraint-based approach for steelmaking-continuous casting rescheduling. In:Proceedings of the 20th International Conference on Industrial, Engineering and Other Applications of Applied Intelligent Systems. Kyoto, Japan:Springer, 2007. 1108-1117 [13] Zhang C S, Li T K, Wang B L, Zhang W X, Sun B. Dynamic modeling method for the scheduling problem in steelmaking-continuous casting with disturbance of product quality. Energy Procedia, 2011, 13:253-261 doi: 10.1016/S1876-6102(14)00454-8 [14] Worapradya K, Buranathiti T. Production rescheduling based on stability under uncertainty for continuous slab casting. In:Proceedings of ASIMMOD 2009. Bangkok, Thailand, 2009. 170-176 [15] Ozoe Y, Konishi M. Agent based scheduling of steel making processes. In:Proceedings of the 2009 International Conference on Networking, Sensing and Control. Okayama, Japan:IEEE, 2009. 278-281 [16] Chen K, Zheng Z, Liu Y, Gao X Q. Real-time scheduling method for steelmaking-continuous casting. In:Proceedings of the 2010 IEEE International Conference on Industrial Engineering and Engineering Management. Macao, China:IEEE, 2010. 2366-2370 [17] Mao K, Pan Q K, Pang X F, Chai T Y. An effective Lagrangian relaxation approach for rescheduling a steelmaking-continuous casting process. Control Engineering Practice, 2014, 30:66-77 [18] Mao K, Pan Q K, Pang X F, Chai T Y. A novel Lagrangian relaxation approach for a hybrid flowshop scheduling problem in the steelmaking-continuous casting process. European Journal of Operational Research, 2014, 236(1):51-60 doi: 10.1016/j.ejor.2013.11.010 [19] Tang L X, Zhao Y, Liu J Y. An improved differential evolution algorithm for practical dynamic scheduling in steelmaking-continuous casting production. IEEE Transactions on Evolutionary Computation, 2014, 18(2):209-25 doi: 10.1109/TEVC.2013.2250977 [20] Kumar P R. Re-entrant lines. Queueing Systems, 1993, 13(1-3):87-110 doi: 10.1007/BF01158930 [21] 俞胜平, 郑秉霖, 柴天佑.炼钢连铸混合智能调度方法及其应用.华东理工大学学报(自然科学版), 2006, 32(7):844-848 http://www.cnki.com.cn/Article/CJFDTOTAL-HLDX200607024.htmYu Sheng-Ping, Zheng Bing-Lin, Chai Tian-You. Hybrid intelligent scheduling method and its application for steelmaking and continuous casting. Journal of East China University of Science and Technology (Natural Science Edition), 2006, 32(7):844-848 http://www.cnki.com.cn/Article/CJFDTOTAL-HLDX200607024.htm [22] Pang X F, Yu S P, Zheng B L, Chai T Y. Complete modification rescheduling method and its application for steelmaking and continuous casting. In:Proceedings of the 17th IFAC World Congress. Seoul, Korea:IFAC, 2008. 12837-12842 -

 下载:
下载:




图(13) / 表(2)
计量
- 文章访问数: 2712
- HTML全文浏览量: 214
- PDF下载量: 1035
- 被引次数: 0
